|
||||||||||||||||||||||||
Институтом по проектированию станкостроительных, инструментальных и машиностроительных заводов АО "Гипростанок"
ОНТП 14-93
НОРМЫ ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ
ПРЕДПРИЯТИЙ МАШИНОСТРОЕНИЯ,
ПРИБОРОСТРОЕНИЯ И МЕТАЛЛООБРАБОТКИ
(доработка ОНТП-14-93)
МЕХАНООБРАБАТЫВАЮЩИЕ СБОРОЧНЫЕ ЦЕХИ
РАЗРАБОТАНЫ Институтом по проектированию станкостроительных, инструментальных и машиностроительных заводов АО "Гипростанок"
Генеральный директор института А.А.Чернышев, руководитель темы А.С.Любавин
ВНЕСЕНЫ АО "Институт Гипростанок"
УТВЕРЖДЕНЫ Роскоммаш
ВЗАМЕН ![]()
С введением в действие настоящих норм утрачивают силу "Общесоюзные нормы технологического проектирования предприятий машиностроения, приборостроения и металлообработки. Механические и сборочные цехи ОНТП-14-86."
СОДЕРЖАНИЕ
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящие нормы предназначены для использования при проектировании вновь строящихся, реконструируемых, расширяемых и технически перевооружаемых механообрабатывающих и сборочных цехов предприятий машиностроения, приборостроения и металлообработки независимо от формы собственности.
1.2. Нормы обобщают накопленный опыт проектирования предприятий машиностроения, приборостроения, металлообработки с учетом серийности производства и являются руководящим материалом на всех стадиях проектирования.
1.3. Учет новых принципов хозяйствования в условиях рыночных отношений при проектировании механообрабатывающих и сборочных цехов должен быть отражен Заказчиком в задании на проектирование предприятия.
1.4. Участки ремонта оборудования, подразделения инструментального хозяйства, окраски, термические, гальванических покрытий, производство ртутных приборов и электронных изделий электротехнических изделий, электромонтаж приборов и участки испытаний готовых изделий (узлов) на прочность, герметичность проектируются по соответствующим нормам технологического проектирования и руководящим ведомственным материалам.
1.5. При проектировании механообрабатывающих и сборочных цехов, кроме настоящих норм, следует руководствоваться действующими строительными нормами и правилами, а также правилами техники безопасности, санитарными правилами и другими нормативными документами.
1.6. Термины основных понятий гибких производственных систем (ГПС), соответствующие ГОСТ 26228-90, приводятся в приложении А.
1.7. Условные обозначения, надписи, нанесение размеров и др., применяемые на планах расположения технологического оборудования и механообрабатывающих и сборочных цехов должны соответствовать:
ГОСТ 21.105-79 СПДС;
ГОСТ 21.107-78 СПДС
ГОСТ 21.101-79 СПДС;
ГОСТ 2.428-84 ЕСКД;
ГОСТ 21.110-82 СПДС;
ГОСТ 21.112-87 СПДС.
2. РАСЧЕТ КОЛИЧЕСТВА ОБОРУДОВАНИЯ
2.1. Механообрабатывающие цехи
Расчет количества оборудования, не работающего в принудительном ритме, производится для каждого типоразмера по формуле
|
|
(1) |

где Qp - расчетное количество оборудования;
Т - трудоемкость механической обработки годового выпуска продукции, станко.ч;
Фэ - эффективный годовой фонд времени работы оборудования, ч.
Количество оборудования в составе поточной линии рассчитывается пооперационно по формуле
|
|
(2) |
Где tшт - штучное время на одну операцию, мин.
τ - такт выпуска деталей с линии, мин.
Такт выпуска определяется по формуле
|
|
(3) |
![]() где Фэ - эффективный годовой фонд
времени работы оборудования, ч.
где Фэ - эффективный годовой фонд
времени работы оборудования, ч.
N - годовая программа деталей (заготовок), шт.
Общее количество оборудования в поточной линии определяется суммированием принятого количества оборудования по операциям.
Количество автоматических линий рассчитывается исходя из производительности линии, по формуле
|
|
(4) |
где Qp - расчетное количество линий; ИС
П - количество деталей, обрабатываемых в год (сутки или час), шт.;
g - производительность автоматической линии в год (сутки или час), шт.
Количество оборудования, допускаемое принять без расчета в соответствии с технологической необходимостью в процентах от общего количества, приводится в таблице 1.
Таблица 1
|
Тип производства |
Процент |
|
1. Единичное, мелкосерийное, среднесерийное 2.Крупносерийное и массовое |
до 5 до 10 |
Примечание. Приведенные значения приняты на основании практики работы предприятий.
2.2. Перечень тяжелых и уникальных металлорежущих станков приводится в табл.2
Таблица 2
|
|
Группа станков |
Характеристика, мм |
|
1 |
Токарно-карусельные |
Диаметр обрабатываемой детали 3150 и более |
|
2 |
Токарные |
Диаметр обрабатываемой детали над станиной 1250 и более |
|
3 |
Лоботокарные |
Диаметр обрабатываемого изделия 2000 и более |
|
4 |
Вальцетокарные |
Диаметр обрабатываемых валков 1000 и более |
|
5 |
Токарные станки с вращающимся суппортом и неподвижным изделием для обработки шатунных шеек коленчатых валов |
Диаметр просвета кольца 1250 и более |
|
6 |
Радиально-сверлильные |
Диаметр сверления 80 и более |
|
7 |
Горизонтально-расточные |
Диаметр шпинделя 160 и более |
|
8 |
Координатно-расточные |
Рабочая поверхность стола 1000x1600 и более |
|
9 |
Станки для глубокого сверления и растачивания |
Длина сверления (растачивания) 3000 и более |
|
10 |
Кругло шлифовальные и вальце шлифовальные |
Диаметр устанавливаемой детали 560 и более |
|
11 |
Внутришлифовальные с планетарным вращением шпинделя |
Диаметр шлифуемого отверстия 800 и более |
|
12 |
Карусельно-шлифовальные |
Диаметр стола 1600 и более |
|
13 |
Продольно-шпифовальные |
Размер стола 1250x4000 и более |
|
14 |
Зубофрезерные для цилиндрических колес |
Диаметр обрабатываемого колеса 2000 и более |
|
15 |
Зубофрезерные для колес, изготавливаемых заодно с валом |
Диаметр обрабатываемого колеса длина 500x3000 |
|
16 |
Зубодолбежные |
Диаметр обрабатываемого колеса 1250 и более |
|
17 |
Зубошлифовальные для цилиндрических колес |
Диаметр колеса 800 и более |
|
18 |
Зубошлифовальные для конических колес |
Диаметр колеса 800 и более |
|
19 |
Зубострогальные для прямозубых колес |
Диаметр обрабатываемого колеса 800 и более |
|
20 |
Зуборезные для конических колес с круговыми (спиральными) зубьями |
Диаметр обрабатываемого колеса 800 и более |
|
21 |
Продольно-фрезерные |
Размеры рабочей поверхности стола 1250x4000 и более |
|
22 |
Копировально-фрезерные для контурного и объемного копирования |
Размеры рабочей поверхности стола 1000x2000 и более |
|
23 |
Продольно-строгальные |
Размеры рабочей поверхности стола 2000x6300 и более |
|
24 |
Протяжные |
Номинальное тяговое усилие 80 т (800 кн) и более |
|
25 |
Станки с числовым программным управлением типа "Обрабатывающий центр" |
Все размеры |
|
26 |
Автоматизированные участки из станков с ЧПУ |
Все размеры |
|
27 |
Обрабатывающие комплексы для обработки с одной установки |
Все размеры |
|
28 |
Автоматические роторные и роторно-конвейерные линии |
Все размеры |
2.3. Сборочные цехи
2.3.1. Расчет оборудования
2.3.1.1. Стационарная сборка
Расчет количества оборудования для обслуживания слесарно-сборочных работ (стенды сборочные и испытательные) производится по формуле
|
|
(4)* |

где Qp - расчетное количество оборудования;
Т - трудоемкость годового выпуска продукции, чел. ч;
Пл - средняя плотность работ;
Фэ - эффективный годовой фонд времени работы оборудования, ч.
* Нумерация формул соответствует оригиналу
2.3.1.2. Поточная (автоматизированная) сборка
Количество оборудования в составе поточной линии рассчитывается пооперационно непосредственно по формуле
Количество оборудования в составе поточной линии рассчитывается пооперационно по формуле
|
|
(5) |
где Qp - расчетное количество оборудования;
tшт - штучное время на одну операцию, мин.
τ - такт выпуска деталей с линии, мин.
Общее количество оборудования в поточной линии определяется суммированием принятого количества оборудования по операциям.
Расчет количества поточных (автоматизированных) сборочных линий ведут исходя из производительности линии по формуле
|
|
(6) |
где Qp - расчетное количество линий; ИС
П - количество деталей, обрабатываемых в год (сутки или час), шт.;
g - производительность автоматической линии в год (сутки или час), шт.
Такт выпуска определяется по формуле
|
|
(7) |
где Фэ - эффективный годовой фонд времени работы оборудования, ч.
N - годовая программа деталей (заготовок), шт.
Количество оборудования, допускаемое принять без расчета в соответствии с технологической необходимостью в процентах от общего количества, приводится в таблице 3.
Таблица 3
|
Тип производства |
Процент |
|
1. Единичное, мелкосерийное, среднесерийное 2. Крупносерийное и массовое |
до 5 до 10 |
Примечание. Приведенные значения приняты на основании практики работы предприятий.
2.3.2. Расчет рабочих мест (верстаки, столы сборщика)
2.3.2.1. Стационарная сборка
Для стационарной узловой и общей сборки изделий количество рабочих мест определяется по формуле
Расчет количества оборудования для обслуживания слесарно-сборочных работ (стенды сборочные и испытательные) производится по формуле
|
|
(8) |
где Qp - расчетное количество оборудования;
Т - трудоемкость сборки годового выпуска продукции, чел.ч;
Фэ - эффективный годовой фонд времени работы оборудования, ч.
Пл - средняя плотность работ; количество рабочих, одновременно работающих за одним рабочим местом). Ориентировочные значения средней плотности работ по видам сборки приведены в табл.4.
Таблица 4
|
Виды сборки |
Ориентировочное значение средней плотности работы в зависимости от габаритных размеров, массы и степени сложности изделий |
|||||
|
узлы |
изделия |
|||||
|
Максим. габарит, до мм |
Максим. масса до т |
|||||
|
мелкие 500 |
средние 1300 |
крупные св. 1500 |
мелкие 3 |
средние 10 |
крупные св. 10 |
|
|
1. Узловая сборка |
1,0 |
1,1-1,3 |
1,4-2,0 |
|
|
|
|
2. Общий монтаж |
|
|
|
|
|
|
|
- станки |
|
|
|
1,0-1,5 |
1,6-2,0 |
2,1-3,0 |
|
- автоматические линии: |
|
|
|
|
|
|
|
до 10 станков |
|
|
|
|
1,5-2,0 |
|
|
св. 10 до 20 станков |
|
|
|
|
2,1-4,0 |
|
|
св. 20 станков |
|
|
|
|
4,1-6,0 |
|
|
3. Поточная сборка |
|
|
1-2 |
|
|
|
Примечание. Значение средней плотности работ для именникового оборудования определяются конкретно в каждом случае.
Пропускная способность сборочного места (стенда) на общей сборке - количество изделий, собираемых в год на одном рабочем месте (стенде) определяется по формуле
|
|
(10) |

где Псп - пропускная способность сборочного места (стенда)
Фэ - эффективный годовой фонд времени сборочного места (стенда), ч.;
Тсб - трудоемкость сборки изделия, чел.ч.;
Ц - цикл сборки изделия, ч.;
Пл - средняя плотность из табл.4.
2.3.2.2. Поточная (автоматизированная) сборка
Подвижная поточная сборка производится на транспортных устройствах различного вида, при этом подача изделия (движение конвейера) может быть непрерывной или периодической - от одного рабочего места до другого.
При непрерывной подаче рабочие выполняют свои операции во время движения конвейера (пока изделие проходит зону рабочего места), при этом скорость движения конвейера должна соответствовать времени, необходимому для выполнения рабочими своих операций, т.е. величине такта выпуска.
При периодической подаче изделия операция выполняется рабочими в период остановки конвейера, продолжительность остановки соответствует времени, необходимому для выполнения операций на каждом рабочем месте. Таким образом, продолжительность остановок конвейера и время на передвижение собираемого изделия от одного рабочего места до другого (от одной станции к другой) должны в сумме соответствовать величине такта выпуска.
Количество рабочих мест (позиций) рассчитывается по формуле
|
|
(11) |

где Qp - расчетное количество рабочих мест;
T- трудоемкость сборки изделия (узла), чел.ч;
τ - такт сборки изделий или узлов, мин.;
Пл - средняя плотность из табл.4.;
Коэффициент использования каждого рабочего места (позиции) (Ки-м) на поточной линии
|
|
(12) |
где Топ - трудоемкость сборочной операции на данном рабочем месте, чел.ч.
Коэффициент использования поточной линии сборки.
|
|
(13) |
где II- число рабочих мест (позиций) на сборочной линии.
Принятое количество рабочих мест
Qп = (1,15+1,25) · Qp
где принятое количество рабочих мест на конвейере равно числу операций, на которые разбит процесс сборки на конвейере плюс 15 ч-25 резервных и контрольных мест.
Длина конвейера (сборочной линии), составляет:
|
L = Qп · l+l1+l2 |
(14) |
где Qп - принятое количество рабочих мест (позиций) на конвейере;
l1 -длина приводной станции, м;
l2 -длина натяжной станции, м;
l1 + l2- -для вертикально-замкнутого конвейера принимается в пределах 0,5÷1,2 м; для горизонтально-замкнутого - в пределах 1,5 ÷ 2,0 м;
l - длина рабочего места (позиций), м и равна
|
l = lк+lп |
(15) |
где lк - длина изделия, собираемого на конвейере, м;
lп - интервал между двумя собираемыми изделиями на конвейере, м.
2.4. Расчет количества подъемно-транспортных средств
2.4.1. Краны (для технологических целей)
Количество кранов определяется по формуле
|
|
(16) |

где Nоп - количество крановых операций в смену;
Ткр - среднее время на одну крановую операцию, мин; кр
Тсм - продолжительность смены,
Кп- коэффициент, учитывающий простои крана;
Ко =1,1 - коэффициент, учитывающий сокращение времени цикла при совмещении нескольких операций.
Количество крановых операций в смену определяют по формулам в зависимости от массы грузов, транспортируемых на участке
|
|
(17) |
и в зависимости от числа единиц груза, перемещаемых на участке
|
|
(18) |
где Q - масса грузов на годовую программу, транспортируемых на участке, т.;
Nк. - среднее число крановых операций на один груз (изделие, деталь, узел и т.п.);
п - число рабочих дней в году;
m- число рабочих смен в сутки;
q - средняя масса единицы груза, перемещаемого краном за одну операцию, т;
Д - количество грузов на годовую программу, транспортируемых на участке, шт;
d - среднее количество грузов, перемещаемых краном за одну операцию, шт.
Среднее время на одну крановую операцию определяют по формуле
|
|
|
где
L - средняя длина пробега крана в оба конца за одну операцию, м;
V - средняя скорость передвижения крана, м/мин;
tn, tp - среднее время на одну крановую операцию погрузки и разгрузки соответственно, мин.
При укрупненных расчетах количество кранов в цехах определяется из условия обслуживания одним краном до 75 м и длины пролета, при длине пролета не кратном 75 м количество кранов округляется до целого числа в большую сторону.
2.4.2. Нормы приближения подъемно-транспортного оборудования к строительным конструкциям и оборудованию. Устройство ремонтных и посадочных площадок, зона обслуживания кранов
Для мостовых и передвижных консольных кранов, имеющих кабину управления, должны предусматриваться посадочные площадки со стационарной лестницей.
Для обслуживания механизмов и электрооборудования однобалочных кранов и талей, управляемых с пола, должны предусматриваться стационарные ремонтные площадки. Нормы приближения подъемно-транспортного оборудования к строительным конструкциям и оборудованию приводятся на черт.1.

черт.2
*На лестницах ремонтных площадок предусмотреть калитку, при открывании которой отключается питание троллей ремонтного участка.
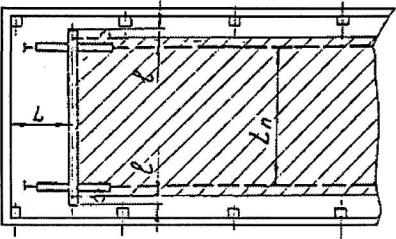
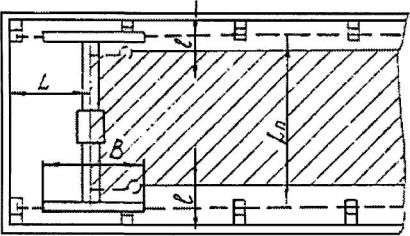
Зоны обслуживания кранов приводятся на черт. 3, 4, 5, 6.
Зоны обслуживания
Краны мостовые электрические однобалочные подвесные ГОСТ 7890-84 и взрывоопасного исполнения
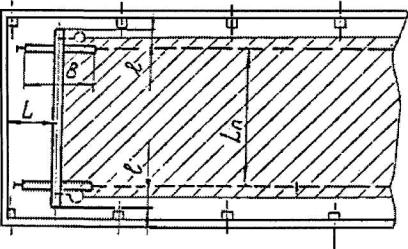
|
Грузоподъемность Q (т) |
Пролет Ln (м) |
Ширина крана В (мм) |
Необслуживаемые зоны крана |
|
|
L(мм) |
l(мм) |
|||
|
1 |
30 |
1350 |
1000 |
660 (1 т) |
|
|
4,2 |
|||
|
2 |
6,0 |
1850 |
1300 |
710 (2 т) |
|
|
9,0 |
2150 |
1400 |
750 (3,2 т) |
|
3,2 |
120 |
2450 |
1600 |
|
|
|
15,0 |
2750 |
1700 |
|
|
5 |
3,0 |
2095 |
1400 |
900 |
|
4,2 |
||||
|
6,0 |
2395 |
1600 |
||
|
9,0 |
2695 |
1700 |
||
|
12,0 |
2995 |
1900 |
||
|
15,0 |
3295 |
2000 |
||
|
10 ПК-1012Т9-78 (Украина) |
3,0; 4,0; 5,0; 6,0; 7,0; 8,0 |
2900 |
1900 |
1455 |
Черт.3
Зоны обслуживания
Краны мостовые ручные однобалочные подвесные общего назначения ТУ24.00.4912-28
и взрывоопасного исполнения
|
Грузоподъемность Q (т ) |
Пролет Ln (м) |
Ширина крана В (мм) |
Необслуживаемые зоны крана |
|
|
L (м) |
L (мм) |
|||
|
0,5 |
3,0; 4,5 |
1300 |
850 |
150 |
|
1,0 |
||||
|
2,0 |
6,0; 7,5 |
1800 |
1100 |
200
220 |
|
3,2 |
||||
|
5,0 |
9,0 |
2100 |
1250 |
|
Черт. 4
Зоны обслуживания
Краны мостовые электрические однобалочные опорные ГОСТ 22045-89
|
Грузоподъемность Q(т) |
Ширина крана |
Необслуживаемые зоны крана |
|||||
|
В(мм) |
L(м) |
l(мм) |
|||||
|
При Ln до 18м |
При Ln св. 18м |
При Ln до 18м |
При Ln св. 18м |
Высота подъема крана |
|||
|
6м |
12м |
18м |
|||||
|
1 |
3300 |
4650 |
2,2 |
2,9 |
950 |
1075 |
1175 |
|
2 |
975 |
1100 |
1200 |
||||
|
3,2 |
4650 |
5650 |
2,9 |
3,4 |
1000 |
1110 |
1215 |
|
5 |
1180 |
1270 |
1370 |
||||
Черт.5
Зоны обслуживания
Краны мостовые электрические общего назначения

|
Грузоподъемность |
Ширина крана |
Необслуживаемые зоны крана режима работы 5К; 6К; |
|||
|
Q(т) |
В(мм |
L(м) |
l(мм) |
||
|
|
При Ln до 18м |
При Ln св. 18м |
При Ln до 18м |
При Ln св. 18м |
|
|
5 |
4700 |
6600 |
3,9 |
4,9 |
1000 |
|
8…12,5 |
5500 |
6600 |
4,3 |
1200 |
|
|
16 |
5600 |
6800 |
4,5 |
5,0 |
1300 |
|
20 |
5600 |
6800 |
2000 |
||
|
32 |
6300 |
6800 |
4,7 |
2500 |
|
|
50 |
6860 |
5,1 |
3000 |
||
|
80 |
9100 |
6,2 |
2500 |
||
Черт.6
2.4.3. Другие транспортные средства
Системы с автоматическим адресованием грузов применяются при годовом грузопотоке св. 25 тыс.т. Транспортное средство такой системы (робокар) хранится в тупиковых участках трассы.
Электропогрузчики, электротележки с подъемной платформой применяются при транспортировке грузов на расстояние до 250 м; при перевозке на большее расстояние используются электротележи, электротягачи.
Указанный транспорт хранится в спец. помещениях - гаражах. Площадь гаража электротранспорта рассчитывается из габаритов транспорта и нормы зазоров: боковой зазор до стены, оборудования, стоящего транспорта - 0,3 м со стороны ряда, в который должен стать движущийся транспорт; 0,8 м - с противоположной стороны; зазор по торцам транспорта (до ворот, стены, другого транспорта) - 0,4 м. Высота помещения на 0,2 м больше высоты транспорта, но не ниже 2,8 м. Габарит электротранспорта приведен в табл.5 и 6.
Таблица 5
Электротележки, выпускаемые в СНГ
|
Условное обозначение и код по ОКП |
Грузо-подъ-ем-ность, кг |
Скорость с грузом, км/ч |
Скорость без груза, км/ч |
Преодо-левае-мый уклон град с грузом по длине 12 м |
Длина, Lмм |
Ширина, В мм |
Высота платформы, h мм |
Наименьшая шири на проез дов, пере секающих ся под углом 90° |
Масса, кг |
Тип (размер ДхВ) шин. передн. задн. мм |
Нагрузка на переднюю ось с грузом, кгс |
Нагрузка на зад нюю ось с грузом кгс |
Акку Муля торная батарея |
За вод -изго тови тель |
При ме чание |
|
ЭТМ 34 5313 3001 |
1000 |
7 ... 8 |
10... 11 |
5 |
2300 |
850 |
300 |
1540 |
950 |
масс. 400x100 260x112 |
800 |
1150 |
22ТНЖ-350У2 |
Ба тум ский эле ктро мех завод |
Ход плат. вверх 100 мм |
|
ЭТМ-С 34 5313 3004 |
1000 |
7 ... 8 |
10...11 |
5 |
2350 |
850 |
300 |
1620 |
1000 |
масс. 400x100 260x112 |
800 |
1180 |
22ТНЖ-350У2 |
Платфор ма-самосвал - |
|
|
ЭТ-2047 34 5313 5017 |
2000 |
16 |
19,2 |
5 |
3540 |
1200 |
800 |
2400 |
1740 |
пневм. 620x153 |
1260 |
2410 |
36ТНЖ-450У2 |
То же |
С автомо бил.мостомбез кабины и огражден. кузова |
|
ЭТ-2047А 34 5313 5018 |
2000 |
16 |
19,2 |
5 |
3770 |
1610 |
800 |
2800 |
1900 |
пневм. 620x153 |
1330 |
2490 |
36ТНЖ-450У2 |
То же |
Закрытая кабина огражден, кузова |
|
ЭТ-2047Б 34 5313 5021
|
2000 |
16 |
19,2 |
5 |
3540 |
1200 |
800 |
2400 |
1740 |
пневм. 620x153 |
1250 |
2410 |
36ТНЖ-450У2 |
То же |
Со спец. мостом без кабины и огажден.кузова |
|
ЭТ-550М 34 5313 7004 |
5000 |
10 |
15 |
5 |
3640 |
1650 |
850 |
3470 |
2725 |
м.660x200 или п. 660 х192
|
3130 |
4595 |
36ТНЖ- 550 |
То же |
Без кабины
|
|
ЭТ 550МБ 34 5313 7005 |
5000 |
10 |
15 |
5 |
3640 |
1650 |
850 |
3470 |
3080 |
масс. 630x200 |
3307 |
4773 |
36ТНЖ- 550 |
То же |
Без кабины
|
|
ЭТ-5040 34 5313 7010 |
5000 |
10 |
15 |
5 |
3640 |
1650 |
855 |
3470 |
2450 |
пневм. 660x192 |
|
|
60ТНЖК 350 |
То же |
Без кабины
|
|
ЭТ-5040-1 34 5313 7011 |
5000 |
10 |
15 |
5 |
3640 |
1650 |
855 |
3470 |
2450
|
пневм. 660-192 |
|
|
60ТНЖК-50 |
То же |
Без кабины
|
|
ЭТ-5040-2 34 5313 7012 |
5000 |
10 |
15 |
5 |
3640 |
1650 |
855 |
3470 |
2600 |
пневм. 660x192 |
|
|
60ТНЖК-50 |
То же |
с кабиной
|
|
ЭТ-5040-3 34 5313 7013 |
5000 |
10 |
15 |
5 |
3640 |
1650 |
855 |
3470 |
2600 |
пневм. 660x192 |
|
|
60ТНЖК-50 |
То же
|
с кабиной |
|
ЭТ-5040-4 34 5313 7014 |
5000 |
10 |
15 |
5 |
3640 |
1650 |
855 |
3470 |
3000 |
масс. 630x200 |
|
|
60ТНЖК-50 |
То же |
Без кабины
|
|
ЭТ-5040-5 34 5313 7015 |
5000 |
10 |
15 |
5 |
3640 |
1650 |
855 |
3470 |
3000 |
масс. 630x200 |
|
|
60ТНЖК-50 |
То же |
Без кабины
|
|
ЭТ-5040-6 34 5313 7016 |
5000 |
10 |
15 |
5 |
3680 |
1720 |
855 |
3470 |
2650 |
пневм. 660x192 |
|
|
60ТНЖК-50 |
То же |
с кабиной и бортами |
|
ЭТИ 010 34 5313 7501 |
10000 |
5 |
7 |
1,45 |
4000 |
2020 |
850 |
3300 |
4670 |
масс. 630x200 |
5970 |
8700 |
36ТЖН 550У2 |
С.З* |
с кабиной |
|
ЭК-2 34 5313 5026 |
2000 |
7 |
10 |
3 |
2790 |
1140 |
600 |
2500 |
1250 |
масс. 400x100 |
1770 |
1480 |
28ТЖН-250 |
С.З* |
|
|
ЭК-2Б 34 5313 4004
|
1600 |
7 |
10 |
3 |
2790 |
1140 |
600 |
2500 |
1300 |
пневм. 536x160 |
1600 |
1.....00 |
28ТЖН-250 |
С.З* |
|
С.З.* Сарапульск. эл. генераторный завод
Условия эксплуатации:
1) Высота над уровнем моря не более 1200 м;
2) Температура - 25 ... +40 ºС;
3) Окружающая среда пожаро- и взрывоопасная без токопроводящих и химически активных газов и пыли
Таблица 6
Электропогрузчики, выпускаемые в СНГ
|
Пара метры,
Усл. обозн. и код по ОКП |
Гру- 30- подъ- ем- ность |
Строи- тель- ная вы- сота, мм
|
Сво- бод- ная вы- сота подъё- ма,мм |
Наи- боль- шая вы- сота подъ- ёма,м |
Высота при верх- нем поло- жении сил, мм |
Дли- на до спин- ки вил, мм |
Дли на вил мм |
База, мм |
Габа- рит транс- порти- ру- емого, мм |
Шири- на без груза, мм |
Ко лея пе ред зад них колес, мм |
Пре- одо- лева- емый уклон, градус на длине 12 м (с гру- зом) |
Тип (раз мер ДхВ) шин передн., задн., мм
|
Удель- ное дав- ле ние передн. шины с грузом, кгс/cм2 |
Удель- ное дав- ление зад- ней ши- ны без груза, кгс/см2 |
На- груз- ка на перед- нюю ось с грузом, кгс |
На- Груз ка на зад- нюю ось без груза, кгс |
Мас са (без груза) кг |
Наи- мень- шая шири- на про езда для разво- рота на 90°, мм |
Наи- мень- шая ши- рина проез- дов, пе- ресек. под 90°, мм
|
Акку му- ля- тор- ная бата- рея
|
Реко мен- дуе мое заряд ное устрой ство |
Тех. ус- ловия |
Приме чание: завод- изго тови тель |
|
ЭП-0806 2311 |
800 |
1960 |
200 |
3,0 |
3456 |
1407 |
800 |
970 |
1200х |
985 |
825/ |
6,8 |
Масса |
12,6 |
12,7 |
2300 |
950 |
1750 |
2410 |
1650 |
27ТНЖ- |
ВАЗ- |
ТУ16 739- |
Бельс- кий эл. |
|
2310 |
|
(1480 |
|
(2,0 |
(2456, |
(1407 |
|
|
х800 |
|
825 |
|
320x160 |
|
|
(2265 |
(950 |
(1715 |
(2410 |
(1650 |
-320 |
70-150 |
207- . 80 |
технич з-д |
|
34 5311 2312 |
|
2130 |
|
3,3 |
3756, |
1407 |
|
|
|
|
|
|
320x125 |
|
|
2315 |
950 |
1765 |
2410 |
1650 |
|
|
|
|
|
2313 |
|
2080) |
|
4,5) |
4956) |
1497) |
|
|
|
|
|
|
|
|
|
2400) |
1100) |
2070) |
2480) |
1720) |
|
|
|
|
|
ЭП-103К |
1000 |
2105 |
200 |
3,3 |
3790 |
1860 |
800 |
1050 |
1200х |
950 |
770/ |
6,8 |
Масса |
13,25 |
7,8 |
3100 |
1370 |
2500 |
2940 |
1770 |
34ТНЖ- |
УЗА-150- |
ТУ16 739. 245-80 |
Екате- рин- бург- ский |
|
34 5311 3160 |
|
(1455 |
|
(2,0 |
(2490, |
(1860, |
|
|
х800 |
|
790 |
|
500x160 400x125 |
|
|
(2910, З010, |
|
(2400 2450 |
|
|
-300ВМ |
80ВАЗ-70-150 |
|
маш. завод |
|
(3158, 3159,3161) |
|
1855 |
|
2,8 |
3290, |
1860, |
|
|
|
|
|
|
|
|
|
3200) |
|
2650) |
|
|
|
|
|
|
|
|
|
2185) |
|
4,5) |
4990) |
1885) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ЭП-1213,-3131,-3132 |
1250 |
2100 |
200 |
2,8; 3,3 |
5446 |
1887 |
800 |
1150 |
1200х |
960 |
1200/ |
6,8 |
Масса |
11,8 |
8,9 |
3450 |
1300 |
2390 |
2990 |
1840 |
40ТНЖК- |
|
ТУ16 739- |
Кали- нин- град- |
|
34 5311-3133 |
800 |
|
240 |
5,6 |
|
|
|
|
х1000 |
|
840 |
|
450x160 |
|
|
3000 |
|
|
3025 |
|
-350 |
|
.383-84 |
ский вагоно строи- тель- ный |
|
|
|
|
|
|
|
1923 |
|
|
|
|
|
|
400x125 |
|
|
|
|
|
|
|
|
|
|
завод |
|
ЭП-1636 |
1600 |
1825 |
200 |
2,0 |
|
1990 |
1000 |
|
1200х |
1075 |
|
6,8 |
Масс* |
|
|
3930 4000 |
1475 |
2735 2820 |
3332 |
2340 |
40ТНЖК--500М |
|
ТУ 16-92 ИДПБ |
Хомя- ковс- кий |
|
34 5311-4155 |
1250 |
2080 |
|
3,3 |
|
1990 |
1000 |
|
х1000 |
|
|
|
|
|
|
3735 |
|
3035 |
|
|
|
|
48321 : 011 |
оп. эксп. мех. |
|
(-4156 и-4157) |
|
2580 |
|
5,6 |
|
2050 |
800 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
завод Тульс- кой |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
обл. |
|
ЭПВ-1638 |
1600 |
1660 |
200 |
2,0 |
|
2060 |
1000 |
1280 |
1600х |
1130 |
825/ |
6,8 |
Масса |
13,1 |
8,1 |
4270 4460 |
1530 1550
|
3060 3220 |
3440 |
2100 |
40ТНЖК -600УГ |
|
ТУ 24.05 005- 89 |
Кали- нинг- рад- ский вагоно- |
|
34 5311 412906 |
|
2080 |
|
3,3 |
|
|
|
|
Х1200 |
|
810 |
|
500x160 400x125 |
|
|
|
|
|
|
|
|
|
|
строит. з-д исп. ВЗГ |
|
ЭП-2014 |
2000 |
1750 |
200 |
2 |
|
2300 |
1000 |
|
1600х |
1350 |
|
6,8 |
пневм |
|
|
5250 |
2100 |
3500 |
3880 |
2350 |
40ТНЖК- |
|
ТУ16- 89ИДПБ |
Канаш- ский завод |
|
34 5311 5190 (-5191 и-5192) |
|
2200 |
|
2,8; 3,3 |
|
|
|
|
Х1200 |
|
|
|
. |
|
|
|
|
3530 3550 |
|
|
-500М |
|
481321 013 |
Элект- ропо- груз- чиков |
|
ЭШ-188М |
500 |
2090 |
400 |
4,5 |
5480 |
2235 |
800 |
1100 |
1200х |
1390 |
1070/ |
5 |
Масса |
11,7 |
8,8 |
1820 |
1080 |
2250 |
2775 |
1920 |
12ЭН- |
ТПЕ-80- |
ТУ 16 |
Тбилис-ский |
|
34 5312 1004 |
|
|
|
|
|
|
|
|
х800 |
|
280 |
|
320x125 |
|
|
|
|
|
|
|
-400УГ |
55 |
739. 383- |
эл. вагон, |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
320x125 |
|
|
|
|
|
|
|
|
СПГ-100 |
83 |
3-стор. захват* |
|
* Текст соответствует оригипналу |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
ЭП-5002 34 5311 7020 |
500 |
2250 2250 3100 |
250 |
3,3 (2,8, 4,5) |
5400 |
2797 |
1200 |
1600 |
1600х х1200 |
1390 |
|
4,5 |
Масса 630x160 500x200 |
16,0 |
|
11900 |
4500 |
7650 7560 7820 |
4502 |
2730 |
60ТНЖК- -600УГ |
ТПП-140- 120 ЦЗЛ-150 |
ТУ 1- 16 739- 370- 83 |
Кутаис- ский элек- тро мех . з-д |
Условия эксплуатации:
1) Высота над уровнем моря не более 1200 м;
2) Температура - 25 ... +40 ºС;
3) Окружающая среда пожаро - и взрывоопасная (кроме ЭПВ-1638)без токопроводящих и химически активных газов
3. Нормы ширины проездов, расстояний оборудования от проезда ОТНОСИТЕЛЬНО ДРУГ ДРУГА, ОТ СТЕН И КОЛОНН ЗДАНИЯ
Нормы расстояний разработаны с учетом оргоснастки на основании типовых проектов организации рабочих мест и требований ГОСТ 12.3.020-80. Процессы перемещения грузов на предприятиях. Общие требования безопасности.
Нормы расстояний для приборостроительных предприятий и инструментальных заводов следует принимать по нормам расстояний для крупносерийного и массового производства.
3.1. Нормы ширины проездов
Нормы ширины проездов приводятся в табл.7
Таблица 7
|
Вид проезда |
Наименование транспортных средств |
Ширина проезда, мм |
|
|
при одностороннем движении |
при двустороннем движении |
||
|
Магистральный |
Напольные: электротележки
|
|
|
|
электротягачи, электропогрузчики
|
-
|
4500
|
|
|
автопогрузчики, автомашины, уборочные машины и др. |
-
|
5500
|
|
|
Магистральный для приборостроительной промышленности |
Все виды напольного электротранспорта
|
-
|
3000
|
|
Цеховой |
Все виды напольного электротранспорта, кроме робокар
|
Ах + 1400
|
2А+1600
|
|
Робокары
|
Ах + 400
|
-
|
|
|
Железнодорожный ввод |
Вагоны грузовые |
6000 |
- |
|
Пешеходный проход |
|
- |
1400 |
Ах – ширина груза (транспорта) в мм
Примечания: 1. Магистральные проезды предназначены для осуществления межцеховых перевозок в корпусе при двустороннем движении.
2. Магистральные проезды шириной 5500 для автотранспорта, уборочных машин и др. применять при соответствующем обосновании.
3. Количество и расположение магистральных проездов определяется компоновкой корпуса и схемой грузопотоков.
4. Размещение пути рельсовой тележки для транспортировки деталей и изделий вдоль магистрального проезда не допускается.
5. Ширина проезда вдоль наружных стен для протирки окон определяется шириной механизмов для указанных работ А+400 мм.
6. Ширина канала стружкоуборки, размещенного вдоль проезда, не входит в ширину проезда.
7. При развороте транспорта в проезде на 90° ширина проезда определяется характеристикой транспорта.
8. Следует выбирать ширину цехового проезда из ряда чисел: 1400, 2000, 2200, 2600, 2800, 3000, 3200, 4000
3.2. Нормы расстояний станков от проезда, относительно друг друга, от стен и колонн здания
Нормы расстояний станков от проезда, относительно друг друга, от стен и колонн здания приводятся в габл.8, 9.
Таблица 8
|
Расположение станков |
Обозначение |
Расстояния, в мм |
||||||||||
|
единичное, мелкосерийное и среднесерийное производство |
Крупносерийное и массовое производство |
|||||||||||
|
наибольший из габаритных размеров станка в плане в мм |
||||||||||||
|
до1800 |
от 1800 до 4000 |
от 4000 до 8000 |
свыше 8000 |
до 1800 |
от 1800 до 4000 |
свыше 4000 |
||||||
|
от проезда до
|
Фронта
|
а |
1600 |
2000 2400 |
|
1000 1200 |
|
|||||
|
|
тыльной стороны
|
б |
500 |
500 |
|
500 |
|
|||||
|
|
боковых сторон |
в |
500 |
700 |
1000 |
|
500 |
|
||||
|
|
в затылок
|
г |
1700 |
2600 |
1400 |
1600 |
1800 |
|||||
|
относительно
|
тыльными сторонами
|
d |
700 |
800 |
1000 |
1300 |
700 |
800 |
1000 |
|||
|
|
боковыми сторонами |
е |
900 |
1300 |
1800 |
900 |
1200 |
|||||
|
Друг друга |
фронтом и при обслуживании одним рабочим |
Одного станка
|
ж |
2100 |
2500 |
2600 |
1900 |
2300 |
2600 |
|||
|
Двух станков
|
з |
1700 |
2600 |
1400 |
1600 |
2600 |
||||||
|
|
При «П»-образном расположении трех станков, обслуживаемых одним рабочим |
и |
2500 |
2600 |
1400 |
1600 |
2600 |
|||||
|
|
|
к
|
700 |
2600 |
700 |
2600 |
||||||
|
от стен и колонн |
фронта |
л
л1 |
1600
1300 |
1600 2000 1500 |
1300
1300 |
1500
1500 |
2600
|
|||||
|
до |
тыльной стороны |
м |
700 |
800 |
900 |
1000 |
700 |
800 |
900 |
|||
|
|
боковых сторон |
н |
|
|
1200 |
|
900 |
|
||||
Примечания: 1. Расстояние от фронта станка до проезда равное 2000 мм принимается только для продольно-фрезерных, продольно-строгальных и продольно-шлифовальных станков.
2. Расстояние от фронта станка до проезда 1200 мм принимается только для инструментальных заводов (цехов).
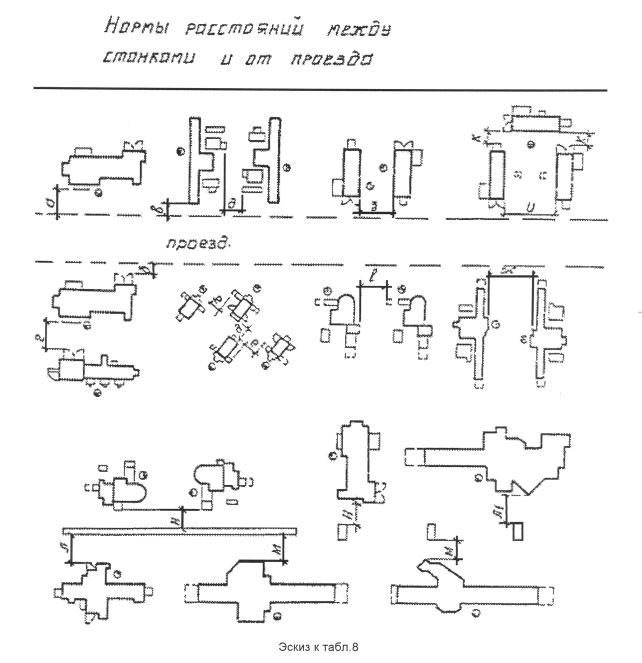
Расстояния указаны от наружных габаритов станков, включающих крайние положения движущихся частей, открывающихся дверок и постоянных ограждений.
Габаритный чертеж станка включает выносное оборудование (электрошкафы, пульты управления и т.д.), расположение которого определено заводом-изготовителем. Если выносное оборудование не имеет жесткой связи со станком, то его расположение определяется планировкой с учетом возможности обслуживания.
Расстояние от тыльной стороны станка до проезда при соответствующем обосновании может быть увеличено с учетом обслуживания установки и съема деталей и приспособлений.
Нормы расстояний между станками с разными габаритными размерами выбираются по большему из этих станков. В случае обслуживания станков подвесными и мостовыми кранами расстояния от стен и колонн до станков принимаются с учетом возможности обслуживания кранами.
При расположении канала для транспортирования стружки между тыльными сторонами двух рядов станков, установленных на общей фундаментной плите, расстояние между ними принимается:
при транспортировании дробленой стружки - d - мм, витой стружки - d ÷ 400 мм.
Для станков, установленных на и индивидуальные фундаменты, расстояние между фундаментами должно быть не менее:
при транспортировании дробленой стружки - 800 мм, витой стружки - 1000 мм.
При установке станков рядом с площадкой для складирования деталей, заготовок, и т.п. расстояние от площадок следует принимать в зависимости от положения станка равным соответственно "л", "м" и "н".
Нормы расстояний между станками, приведенные в табл.8, 9 не распространяются на роботизированные и комплексно-автоматизированные участки и станки, устанавливаемые на индивидуальные фундаменты. Расстояние меду станками в них определяются конкретными планировками участков с учетом конструкции станков, транспортно-накопительных систем и условий их обслуживания.
Нормы расстояний не учитывают размещение тары для сборка стружки и каналов для ее транспортирования, промпроводок (пар, вода, сжатый воздух и т.д.), устройств для транспортирования деталей (местные подъемные устройства, рельганги и т.д.), мест для хранения оргоснастки (приспособлений, крупных и тяжелых деталей).
3.3. Нормы расстояний между прутковыми автоматами и полуавтоматами
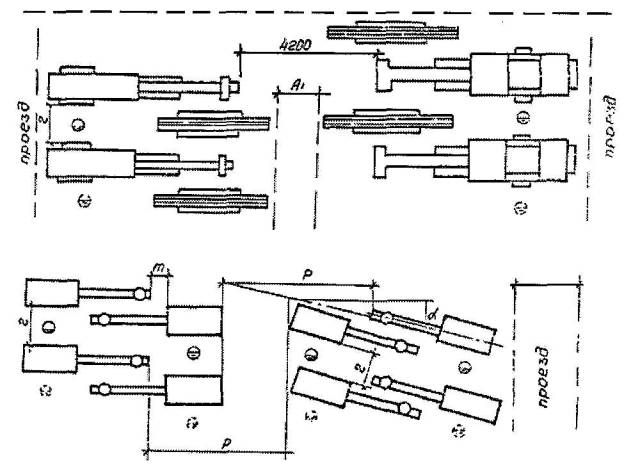
Эскиз к табл. 9
Таблица 9
|
Наименование |
Обозначение |
Расстояние в мм |
||
|
Одношпиндельные автоматы |
Многошпиндельные автоматы |
|||
|
диаметр обрабатывае- мого прутка до 65 мм |
свыше 65 мм |
|||
|
Между станками при поперечном расположении к проезду |
z |
1200 |
1300 |
1500 |
|
От конца поддерживающей трубы до боковой стороны станка |
m |
500 |
|
|
|
Технологический проезд для транспортирования длиномеров к станкам |
А1 |
1600 |
1600 |
1600 |
|
Зона заправки и раздачи прутков |
P=4200 x cos a |
при a =20°при a=30° |
Р=3900 мм Р=3600мм |
|
|
|
|
при a =40° |
Р=3200 мм |
|
|
|
|
при a=45° |
Р=3000 мм |
|
Примечание. Остальные расстояния принимаются по табл.8
3.4. Нормы расстояния между поточными линиями станков с механизированным межоперационным транспортом
Нормы расстояний между поточными линиями станков с механизированным межоперационным транспортом приводятся в табл.10.
Таблица 10
|
Вид транспорта |
Расстояние в мм |
Эскизы |
||||
|
между станком и передвижной консольной секцией прие-мопередаточ-ного стола Д |
ширина приемопе-редаточных столов стеллажного оборудования В |
от станка до оргоснастки или транспортной установки Е |
между приемопе-редаточ-ными столами Г |
между транспортными установ. Ж |
|
|
|
Автооператор напольный с приемо-передаточными столами для тары 400x600 мм (разработчик "Оргстанкинпром", г. Москва) |
400 |
670 |
1070 |
900 |
- |
|
|
Автомати-зиоованная напольная транспортно-складская система для тары 400x600 мм (разработчик "Оргстанкинпром, г.Москва) |
400 |
670 |
1070 |
900 |
- |
|
|
Стационарный конвейер (роликовый, пластинчатый, ленточный и др.) |
- |
- |
900 |
- |
Не менее 100 |
|
|
Подвесной конвейер или тали на монорельсе |
- |
- |
900 |
- |
Не менее 300 |
|
|
Подвесной конвейер с применением манипуляторов |
- |
- |
1200 |
- |
Не менее 300 |
|

Примечания: 1. Ширина механизированного межоперационного транспорта "К" принимается в соответствии с габаритами обрабатываемых деталей.
2. Ширина пешеходного прохода А 2 между тыльными сторонами станков, встроенных в поточные линии с механизированным межоперационным транспортом, должна быть 1400 мм.
3. Расстояние между станками в поточных линиях с механизированным межоперационным транспортом следует принимать по табл.8
4. Примеры расположения оборудования в цехах приводятся в приложениях Б-Ж.
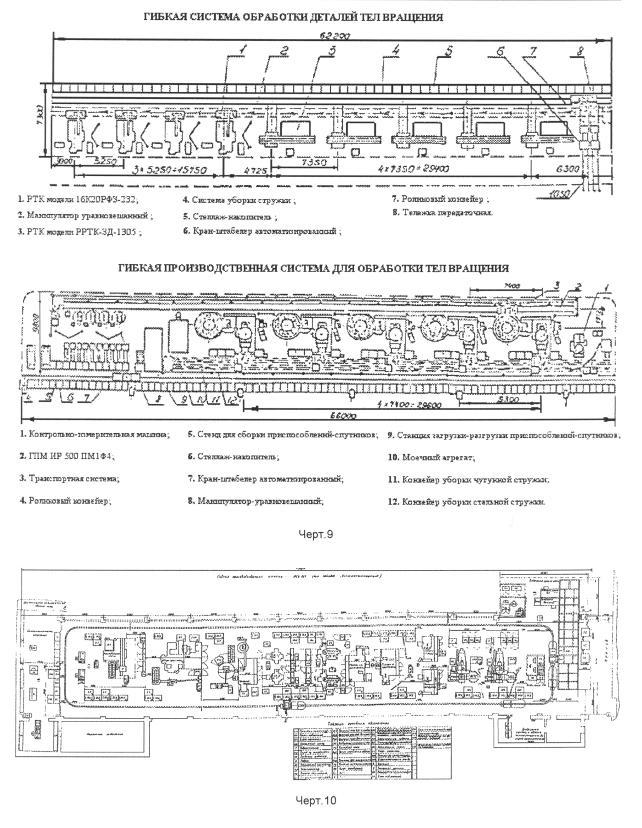
3.5. Гибкие производственные системы (ГПС)
Примеры расположения ГПС приводятся на черт.7-10.


3.6. Нормы расстояний сборочных мест от проезда, относительно друг друга, от стен и колонн здания (стационарная сборка)
Нормы расстояний сборочных мест от проезда, относительно друг друга, от стен и колонн здания приводятся в табл.11.

Таблица 11
|
Расположение сборочных мест (расстояния) |
Обозначения |
Единичное и мелкосерийное производство |
Среднесерийное производство |
||||||||
|
на верстаках и сборочных столах |
на сборочных столах |
на верстаках и сборочных столах |
на сборочных столах |
||||||||
|
рабочая зона с одной стороны |
рабочая зона вокруг собираемого изделия |
рабочая зона с одной стороны |
рабочая зона вокруг собираемого изделия |
||||||||
|
габариты собираемых узлов, мм |
|||||||||||
|
До 1250x750 |
До 1250x750 |
До 2500x1000 |
До 1250x750 |
До 1250x750 |
До 2500x1000 |
||||||
|
От проезда до |
Фронта |
а |
1500 |
2250 |
2250 |
1000 |
1000 |
1500 |
|||
|
|
тыльной стороны
|
б |
500 |
1000 |
1000 |
500 |
750 |
900 |
|||
|
|
боковых сторон
|
в |
1250 |
1000 |
1000 |
500 |
1000 |
1000 |
|||
|
|
в затылок |
г |
1750 |
2750 |
2750 |
1000 |
1700 |
1700 |
|||
|
Относительно друг друга |
тыльными сторонами |
|
0 |
1500 |
1500 |
0 |
1000 |
1000 |
|||
|
|
боковыми сторонами |
е |
1500 |
1500 |
1500 |
750 |
750 |
1200 |
|||
|
|
|
е1 |
0 |
1500 |
1500 |
0 |
750 |
1200 |
|||
|
|
фронтом |
ж |
2750 |
3500 |
3500 |
2000 |
2500 |
2500 |
|||
|
От стен и колонн до |
фронта |
л |
1500 |
1750 |
1750 |
1300 |
1500 |
1500 |
|||
|
|
тыльной стороны
|
м |
0 |
1000 |
1000 |
0 |
750 |
750 |
|||
|
|
боковых сторон |
н |
750 |
750 |
750 |
750 |
750 |
750 |
|||
Примечания: 1. Нормы расстояний для приборостроительных предприятий следует принимать по нормам расстояний для среднесерийного производства.
2. Максимальные габариты собираемых узлов не должны превышать габариты верстаков и сборочных столов.
3. Для узлов с размерами больше 2500x1000 мм расстояние между сборочными местами на монтажных стендах назначается в каждом конкретном случае.
4. Верстаки допускается устанавливать вплотную у стен.
5. Табличные данные могут быть изменены при соответствующих обоснованиях.
6. В нормы расстояний не включены площади для хранения собранных узлов (учтены в удельной площади на одно сборочное место - см.раздел 13.2).
7. Расстояния между местами складирования аналогичны расстояниям между рабочими местами сборщиков.
8. При применении сборочных автоматов и полуавтоматов нормы расстояний принимать в зависимости от их конструктивных параметров.
9. Пример размещения оборудования участка сборки приводится в приложении Ж.
3.7. Нормы расстояний между сборочными конвейерами и стационарными
рабочими местами для поточной линии сборки.
Нормы расстояний при поточной сборке приводятся в табл.12.
Таблица 12
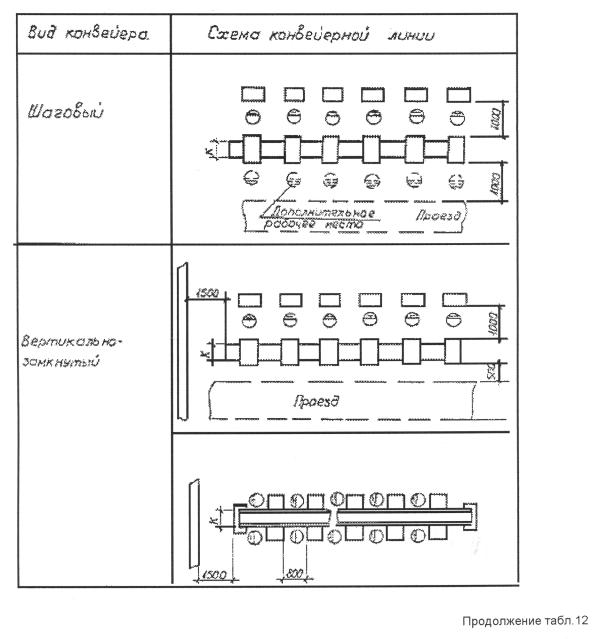
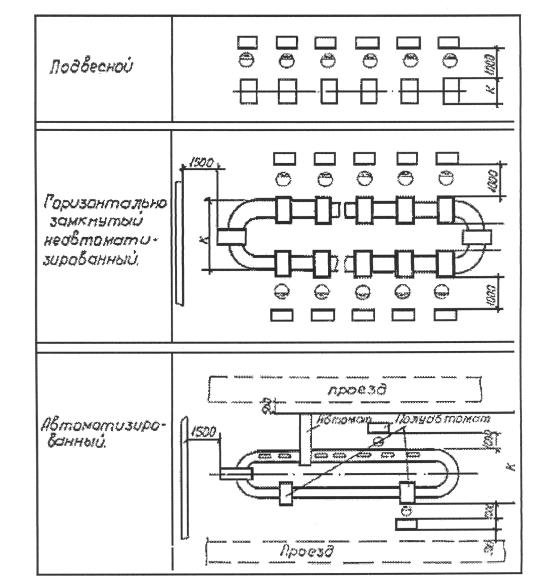
Примечания:
1. Размер "К" определяется конструкцией оборудования.
2. Размер 1500 - расстояние от стены или от рядом стоящего оборудования.
3. Расстояние от конвейера до стационарного рабочего места может быть при соответствующем обосновании увеличено в зависимости от габаритов собираемых узлов, изделий, средств механизации сборки и систем механизации подачи собираемых узлов (манипуляторы, роботы и т.д.).
4. При двухстороннем обслуживании вертикально-замкнутого конвейера ширина рабочей зоны принимается по 1000 мм с каждой стороны.
4. МЕХАНИЗАЦИЯ ТРАНСПОРТНО-СКЛАДСКИХ РАБОТ И ОРГАНИЗАЦИЯ ЦЕХОВЫХ СКЛАДОВ
Оптимальное расположение складов относительно производственных цехов должно обеспечивать минимальные грузопотоки. Выбор способа хранения определяется с учетом максимального использования объема складского помещения
Для хранения и транспортирования заготовок и деталей следует применять оборотную унифицированную тару. Хранение деталей в подвесных секциях грузонесущих и толкающих конвейеров допускается при соответствующем обосновании.
Автоматизированные склады проектировать с учетом их работы в ГПС. Учет грузов, хранимых на автоматизированных и механизированных складах, должен осуществляться ЭВМ.
4.1. Расчет общей площади цеховых (корпусных) складов и кладовых
Укрупненный расчет общей площади указанных складов производится в соответствии с нормами технологического проектирования предприятий машиностроения, приборостроения и механообработки ОНТП 01-86 по формуле:
|
|
(19) |
где Fскл - общая площадь склада, м2 ;
Q - годовое поступление материалов на склад, т;
Т - норма запаса материалов, дни (см.табл.13);
365 - количество календарных дней в году;
gср - средняя нагрузка на полезную площадь склада, т/м ^;
Кисп - коэффициент использования площади склада, с учетом площади проходов, проездов, площадок
приема-выдачи материалов.
Q определяется ведомостью расхода материалов по цеху (корпусу), gср и Кисп - из ОНТП 01-86
Таблица 13
|
.Характеристика цехового склада кладовой) |
Нормы запаса для хранения, календарные дни |
||||||||
|
Наименование складов (кладовых) |
Объект хранения |
Тип производства |
|||||||
|
Единичное и ме-лкосерийное |
Среднесерийное |
Крупносерийное |
Массовое |
||||||
|
машиностроение |
приборо-строение |
машиностроение |
приборо-строение |
машиностроение |
приборо-строение |
машиностроение |
приборо-строение |
||
|
Механические цехи
|
|||||||||
|
Заготовок
Промежуточный полуфабрикат деталей |
Крупные отливки и поковки
|
15 |
5 |
8 |
3 |
3 |
2 |
- |
- |
|
Порезки, средние и мелкие отливки и поковки |
20 |
5 |
12 |
3 |
5 |
2 |
0,5-1 |
- |
|
|
Полуфабрикаты |
15 |
5 |
10 |
3 |
5 |
2 |
- |
- |
|
|
|
средних и мелких деталей Режущий, вспомогательный и измерительный инструмент |
20 |
- |
12 |
- |
3 |
- |
- |
- |
|
Инструментально-раздаточная кладовая |
70-90 |
50-70 |
40-50 |
30-40 |
|||||
|
Сборочные цехи |
|||||||||
|
Готовых деталей |
Крупные и тяжелые детали |
10 |
4 |
7 |
3 |
4 |
1 |
- |
- |
|
|
Средние и мелкие детали |
20 |
4 |
15 |
3 |
5 |
1 |
1-2 |
0,5-1 |
|
Готовых узлов |
Крупные узлы |
10 |
4 |
7 |
3 |
4 |
1 |
- |
- |
|
|
Средние и мелкие узлы |
15 |
4 |
12 |
3 |
4 |
1 |
1-2 |
0,5-1 |
|
Комплектующих изделий |
Крупные изделия |
7 |
- |
5 |
- |
2 |
- |
- |
- |
|
|
Средние и мелкие изделия |
7 |
- |
5 |
10 |
4 |
8 |
1-2 |
0,5-1 |
|
Кладовая инструмента |
Все виды инструмента |
70-90 |
50-70 |
50-70 |
40-50 |
||||
Примечания:
1. К крупным изделиям относятся изделия с массой свыше 100 кг, к средним и мелким - до 100 кг.
2. При размещении нескольких цехов в одном корпусе необходимо организовать корпусной склад заготовок.
3. Для цехов массового производства предусматриваются вместо складов площадки для заготовок в начале линий обработки, для готовых деталей - в конце линий обработки.
4. При размещении завода в одном корпусе склад заготовок и ИРК совмещается с общезаводским и проектируется по общероссийским нормам технологического проектирования общезаводских складов предприятий машиностроения, приборостроения и металлообработки.
5. При компоновке в корпусе складов готовых деталей и комплектующих изделий, возможно, объединить их в единый склад, приближенный к узловой сборке.
6. Склады (кладовые) заготовок и промежуточные склады для полуфабрикатов рекомендуется объединять.
7. Для приборостроительных предприятий целесообразно организовывать только цеховые кладовые.
Расчет площади кладовой принимается по табл.14.
Таблица 14
Механообрабатывающие цехи
|
Наименование кладовых и участков |
Объект |
Отрасль |
Нормы площади на один производственный станок, м2
|
||||||||||||||||||||||
|
единичное и мелкосерийное |
среднесерийное |
крупнocepийное |
массовое |
||||||||||||||||||||||
|
наибольший из габаритных размеров оборудования в плане, мм |
|||||||||||||||||||||||||
|
до1800 |
от 1800 до 4000 |
от 4000 до 8000 |
св. 8000 |
до1800 |
от 1800 до4000 |
от 4000 до 8000 |
св. 8000 |
до1800 |
от 1800 до 4000 |
от 4000 до8000 |
до1800 |
св. 1800 |
|||||||||||||
|
На один станок ЧПУ |
|||||||||||||||||||||||||
|
Участок настройки инструмента станков сЧПУ |
Режущий и вспо-могательный ин-струмент |
Машиностроение и приборостроение |
1,8 |
1,8 |
2,0 |
2,0 |
Н |
1,8 |
2,0 |
2,0 |
- |
1,8 |
2,0 |
- |
- |
||||||||||
|
На единицу производственного оборудования |
|||||||||||||||||||||||||
|
Кладовая инструментальной оснастки |
Приспособления |
То же |
1,0 |
1,4 |
2,2 |
3,2 |
0,6 |
0,9 |
1,3 |
1,6 |
0,45 |
0,8 |
1,2 |
0,35 |
0,5 |
||||||||||
|
Кладовая УСП |
Универсальные приспособления |
Машиностроение |
0,35 |
0,4 |
0,45 |
0,55 |
0,3 |
0,35 |
0,45 |
0,5 |
0,05 |
0,1 |
0,2 |
- |
- |
||||||||||
|
|
|
Приборостроение |
0,15 |
0,2 |
- |
- |
0,15 |
0,2 |
- |
- |
0,05 |
0,1 |
- |
|
|
||||||||||
|
На один шлифовальный и полировальный станок |
|||||||||||||||||||||||||
|
Кладовая абразивов |
Шлифовальные и полировальные круги |
Машиностроение |
0,5 |
0,7 |
0,9 |
1,2 |
0,45 |
0,5 |
0,6 |
0,7 |
0,4 |
0,5 |
0,6 |
0,4 |
0,5 |
||||||||||
|
На единицу производственного оборудования |
|||||||||||||||||||||||||
|
Кладовая вспомогательных материалов |
Обтирочные и хозяйственные материалы |
Машиностроение |
|
|
|
|
0,1 |
|
|
|
|
|
|
|
|
||||||||||
|
|
|
Приборостроение |
0,05 |
- |
- |
0,05 |
- |
- |
0,05 |
- |
0,05 |
||||||||||||||
|
На единицу производственного оборудования |
|||||||||||||||||||||||||
|
Инструментально-раздаточная кладовая (ИРК) |
Режущий и вспомогательный инструмент |
Машиностроение |
0,4 |
0,6 |
1,0 |
1,2 |
0,25 |
0,4 |
0,6 |
0,7 |
0,2 |
0,4 |
0,6 |
0,2 |
0,3 |
||||||||||
|
Сборочные цехи |
|||||||||||||||||||||||||
|
Наименование кладовых |
Объект хранения |
Отрасль |
Нормы площади на одного производственного рабочего, м2 |
||||||||||||||||||||||
|
единичное и мелкосерийное |
среднесерийное |
крупносерийное |
массовое |
||||||||||||||||||||||
|
Масса собираемых изделий, т |
|||||||||||||||||||||||||
|
до 0,2 |
от 0,2 до 2,0 |
от 2,0 до 15,С |
от 15 до 50 |
св. 50 |
до 0,2 |
от 0,2 до 2,0 |
от 2,0 до 15,0 |
от 15 до 50 |
св. 50 |
до 0,2 |
от 0,2 до 2,0 |
св. 2,0 |
до 0,2 |
св. 0,2 |
|||||||||||
|
Кладовая вспомогательных материалов |
Обтирочные и хозяйственные материалы |
Машиностроение |
|
|
|
|
0,1 |
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
Приборостроение |
0,05 |
0,05 |
- |
- |
- |
0,05 |
0,05 |
- |
- |
- |
0,05 |
0,05 |
- |
0,05 |
0,05 |
||||||||
|
Кладовая приспособлений |
Универсальные приспособления |
Машиностроение |
0,6 |
0,6 |
0,8 |
0,9 |
1,0 |
0,35 |
0,4 |
0,45 |
0,5 |
0,6 |
0,3 |
0,4 |
0,45 |
0,3 |
0,35 |
||||||||
|
|
|
Приборостроение |
0,15 |
0,15 |
|
- |
- |
0,15 |
0,15 |
- |
- |
- |
0,1 |
0,1 |
|
0,1 |
0,1 |
||||||||
Примечания:
1. Нормы не учитывают площадей для хранения специальных приспособлений и инструмента к временно снятым с производства изделиям. Склады для указанной цели следует размещать вне цеха.
2. Общая кладовая инструмента и приспособлений организуется при количестве станков в цехе для единичного, мелкосерийного и среднесерийного производства - не менее 50 ед., для крупносерийного и массового - не менее 200 ед.
3. Рядом с ИРК рекомендуется располагать участки настройки инструмента, заточной, а также контрольно-поверочный пункт (КПП).
4. Площадь участка УСП должна быть не менее 20 м .На участке УСП предусматриваются стеллажи для
хранения комплектов УСП, а также верстачные рабочие места для сборки приспособлений.
5. Все кладовые, кроме кладовой вспомогательных материалов, относятся к инструментальному хозяйству.
6. Нормы площадей цеховых складов (кладовых) даны при высоте стеллажей до 2 м.
7. При наличии в корпусе нескольких цехов, ИРК может быть корпусной.
5. ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ ДЛЯ РАЗРАБОТКИ СПЕЦИАЛЬНЫХ ЧАСТЕЙ ПРОЕКТА
5.1. Технологические требования к генеральному плану и объемно-планировочным решениям
5.1.1. Требования к генеральному плану
Механические и сборочные цехи необходимо размещать с наветренной стороны для ветров преобладающего направления по отношению к зданиям и сооружениям с производственными процессами, выделяющими в атмосферу пары, газы (аэрозоли).
Для рационального решения вопросов генплана выдаются задания, содержащие сведения о количестве поступающих на завод и отправляемых с завода грузов (с учетом отходов), а также технологические компоновки корпусов с указанием мест подачи сырья и выдачи готовой продукции и отходов, железнодорожных и автомобильных въездов.
5.1.2. Требования к объемно-планировочным решениям
5.1.2.1. Производственные помещения с оптимальными условиями труда
Объемно-планировочные решения производственных зданий и помещений должны соответствовать производственным требованиям действующих норм проектирования промышленных предприятий, согласно СНиП 2.09.02-85*, СНиП 2.01.02-85*, ГОСТ 12.1.005-88.
Расположение на рабочем месте стеллажей и инструментальных тумбочек не должно препятствовать осуществлению рабочих движений, перемещению работающих в процессе эксплуатации и технического обслуживания оборудования, согласно ГОСТ 12.2.032-78, ГОСТ 12.2.033-78.
Для хранения мелких и средних заготовок, деталей в цехах должны быть отведены специальные площадки, оборудованные стеллажами, стойками, столами и подъемно-транспортными средствами.
Межоперационное хранение крупногабаритных заготовок и деталей возможно на полу цеха, для чего необходимо предусматривать специальные места у станков и площадки в начале и конце технологической линии.
На планах технологического расположения оборудования должны быть указаны:
строительные элементы (стены, колонны, перегородки, дверные проемы, оконные проемы, ворота, подвалы, тоннели, основные каналы, антресоли, галлереи, люки, колодцы, трассы и др.), вспомогательные помещения, кладовые, трансформаторные подстанции, вентиляционные камеры, а также бытовые помещения и другие службы, размещенные на площади цеха или участка;
основные размеры здания в целом (ширина, длина, ширина по пролетам, шаг колонн, размеры ворот);
технологическое и вспомогательное оборудование, подъемно-транспортные устройства (с указанием грузоподъемности), расположение рабочих мест;
условные обозначения необходимых энергоносителей (сжатого воздуха, газа, воды, пара, СОЖ, электрического напряжения и др.) и места их подвода к каждой единице оборудования или рабочему месту;
оборудование и точки подвода энергоносителей должны быть привязаны к осям здания; (допускается привязку мелкого оборудования к осям колонн выполнять масштабной сеткой 1000x1000 мм);
проходы, проезды, места межоперационного складирования.
5.1.2.2. Производственные помещения с термоконстантным режимом
Термоконстантные помещения нельзя располагать вблизи оборудования, вызывающего вибрации (компрессоры, молоты, прессы, литейное и т.п.).
Помещения с термоконстантным режимом должны иметь минимальное количество дверей, ворот и наружных стен.
Складские помещения также как склады готовых деталей и комплектующих изделий, обслуживающие термоконстантные помещения, должны располагаться в этих помещениях.
5.2. Технологические требования к строительным параметрам здания
5.2.1. Строительные параметры здания, размеры пролетов, шаг колонн и высота этажей должны обеспечивать нормальные условия эксплуатации оборудования, требование техники безопасности и производственной санитарии.
Размеры пролетов и грузоподъемность подъемно-транспортных средств принимать для одноэтажных механообрабатывающих и сборочных корпусов по таблице 15, а для многоэтажных по таблице 16. В условиях рыночных отношений отклонения от табличных значений принимаются при соответствующем обосновании.
Таблица 15
|
Размеры пролетов, м |
||||||
|
Ширина пролетов |
Шаг колонн (средние) |
Высота до низа конструкции покрытия |
Высота до головки кранового рельса |
Наименование кранов |
Грузоподъемность |
|
|
т |
кн |
|||||
|
Для машиностроительной промышленности |
||||||
|
12;18;24 |
6; 12 |
3,0; 7,2; 8.4 |
- |
Подвесные и опорные |
0,5-5,0 |
5-50 |
|
12; 18; 24 |
6; 12 |
8.4; 9,6; 10,8 |
6,35; 6,95; 8,15 |
Опорные |
10; 12,5; 16/3,2 20/5 |
100; 125 160/32; 200/50 |
|
12; 18; 24 30 36 |
12 |
10,8; 12,0; 14,4 |
8,15; 9,35; 11,35 |
Опорные |
10; 12,5; 16/3,2 20/5 32/5 |
100; 125 160/32; 200/50 320/50 |
|
24 30 36 |
12 |
16,8; 18,0 |
13,40; 14,60 |
То же |
32/5 50/12,5 |
320/50 500/125 |
|
30 36 |
12; 18 |
16,8; 18,0 |
13,40; 14,60 |
То же |
80/20 |
800/200 |
|
30 36 |
12; 18 |
16,8; 18,0 19,2 |
13,40; 14,60 15,20 |
То же |
100/20 |
1000/200 |
|
30 36 |
12; 18 |
16,8; 18,0 19,2 |
13,40; 14,60 14,70 |
То же |
150/30 и более |
1500/300 |
|
Для инструментальных и приборостроительных предприятий |
||||||
|
12 18 24 |
6;12 |
6,0; 7,2 8,4 (с обоснованием) |
- |
Тали электрические |
0,5-1,0
|
5,0-10,0 |
|
|
|
|
|
Конвейеры подвесные |
0,05-0,2
|
0,5-2,0 |
|
|
|
|
|
Опорные и подвесные краны |
до 5
|
до 50 |
Примечания. 1. Пролеты кранов принимаются по ГОСТу и должны быть увязаны со строительными конструкциями.
2.Ширина пролета свыше 36 м, колонн 18 м и высота до головки рельса свыше 14,8 м в том числе 2-хярусное расположение кранов принимается при соответствующих обоснованиях
3. Высота до головки кранового рельса 15,2 и 14,7 м уточняется при проектировании
Таблица 16
|
Сетка колонн (кроме верхнего этажа), м |
Сетка колонн верхнего этажа, м |
Высота этажей, м |
Подъемно-транспортные средства |
||
|
Наименование кранов |
Грузоподъемность |
||||
|
т |
кн |
||||
|
Для машиностроительной промышленности |
|||||
|
6x6 |
18x6; 24x6 |
4,8; 6,0; 7,2 (верхний) |
Подвесные и опорные |
0,5-5,0 |
5-50 |
|
9x6 |
18x6 |
4,8; 6,0; 7,2 (верхний) |
Тоже |
0,5-5,0 |
5-50 |
|
6x6 |
18x6 |
4,8; 6,0; 10,8 (верхний) |
Тоже |
5 или 10 |
50 или 100 |
|
12x6 |
12x6 |
4,8; 6,0; 7,2 |
Тоже |
0,5-5,0 |
5-50 |
|
12x6 |
24x6 |
4,8; 6,0; 7,2 8,4; 10,8 |
Тоже |
5 или 10 |
50 или 100 |
|
Для инструментальных и приборостроительных предприятий |
|||||
|
6x6 |
18x6 |
4,8; 6,0; 7,2 (верхние) |
Тали электрические |
0,5-1,0 |
5,0-10,0 |
|
9x6 |
18x6 |
Тоже |
Конвейеры подвесные |
0,05-0,2 |
0,5-2,0 |
|
12x6 |
12x6; 24x12 |
4,8; 6,0; 7,2 |
Тоже |
0,05-0,2 |
0,5-2,0 |
Примечания. 1. Установка мостовых однобалочных кранов грузоподъемностью до 0,5 т допускается в исключительных случаях при соответствующем обосновании.
2. Нагрузки на перекрытие (сосредоточенные и распределенные) рассчитываются в каждом конкретном случае.
3. Гибкие производственные системы рекомендуется размещать в бескрановых пролетах.
5.2.2. Требования к производственным зданиям для размещения подъемно-транспортного оборудования
Размеры ворот в свету для железнодорожного подвижного состава нормальной колеи следует принимать не менее 5,4 м по высоте и 4,8 м по ширине.
Для остальных видов наземного транспорта следует принимать типовые конструкции ворот с превышением размеров габаритов транспортных средств (в загруженном состоянии) не менее 0,2 м по высоте и 0,6 м по ширине, предпочтительно из ряда размеров: В х Н=1,9 x 2,37; 2,4 x 2,4; 3 x 3; 3,6 x 3; 3,6 x 3,6; 3, 6x 4,2 м (распашные); 3 x 3; 3,6 x 3; 3,6 x 3,6; 4 x 4,2 м (раздвижные).
Сквозные железнодорожные вводы допускаются в исключительных случаях при соответствующих обоснованиях. Рекомендуемая длина тупикового ввода железной дороги на 3 вагона (по 54 м).
При использовании ГПС, обслуживаемых напольным индукционным робототехническим транспортом, необходимо выполнять ниже перечисленные требования:
1) все ворота, встречающиеся на трассе робототехнического транспорта, должны быть автоматическими;
2) в местах, где робокар делает поворот на 90° и более, не должы быть расположены неподвижные предметы на расстоянии менее чем 2600 мм от оси высокочастотного кабеля, а на прямых участках на расстоянии не менее, чем 650 мм от него;
3) покрытие пола должно обеспечить долговечность не менее, чем 10^ прохождения по одному и тому же следу колеса робокары.
Минимальная нагрузка на колесо 1000 кг
Диаметр большего колеса 260 мм
Диаметр малого колеса 100 мм
Ширина колеса 100 мм
База колеса 1330 мм
Колея 700 мм
4) требования к геометрической точности пола;
Высота, одиночной шероховатости до ±2 мм;
Ширина единичных швов не более 6 мм;
Продольный наклон до 2%;
Поперечный наклон (в рамках трассы) до 0,5%;
Не допускается наличие массивных металлических предметов на расстоянии менее, чем 400 мм от оси высокочастотного проводника так же и металлической сетки или арматуры на глубине 70 мм от поверхности движения;
Диаметр арматуры -13 мм
Квадрат арматуры - 250x250 мм
5.2.3. Требования к зданиям при установке металлорежущего оборудования
5.2.3.1. Требования к зданиям при установке металлорежущего оборудования на полу цеха и фундаментах.
Металлорежущие станки в зависимости от их массы, конструкции и класса точности согласно СНиП 2.02.05-87 допускается устанавливать на бетонном подстилающем слое пола цеха, на устроенные в полу утолщенные бетонные или железобетонные ленты (ленточные фундаменты) или на массивные фундаменты (одиночные и общие).
На подстилающем слое пола цеха, согласно СНиП, следует устанавливать станки массой до 10 т (при соответствующем обосновании до 15 т) нормальной и повышенной точности с жесткими и средней жесткости станинами, для которых l / h < 8 (где: l - длина, м, h - высота сечения станины станка, м), а также высокоточные, виброизоляцию которых допускается осуществлять при помощи упругих опор, расположенных непосредственно под станиной станка.
На устраиваемые в полу цеха утолщенные бетонные ленты допускается устанавливать станки массой до 30 т.
На специально проектируемые фундаменты следует устанавливать станки следующих видов:
- с нежесткими станинами с отношением l / h ³ 8 и c составными станинами, в которых требуемая жесткость обеспечивается за счет фундамента;
- массой более 10 т при толщине бетонного подстилающего слоя пола, недостаточной для установки станков данной массы;
- высокоточные, для виброизоляции которых необходима установка специальных фундаментов.
Установку станков допускается производить как без крепления, так и с креплением фундаментными болтами.
Крепление станков фундаментными болтами обязательно:
- при необходимости обеспечения совместной работы станины с фундаментами (станки высокой точности или станки с нежесткими станинами, в которых требуемая жесткость станины обеспечивается за счет фундамента);
- для станков с динамическими нагрузками, вызванными возвратно-поступательными перемещениями масс (продольно-строгальные и долбежные станки) или от вращающихся масс (токарные и фрезерные станки).
Расстояние от фундаментов высокоточных станков до фундаментов станков, работающих со значительными динамическими нагрузками (станки долбежные, строгальные и т.п.), должно быть не менее 15 м.
Фундаменты машин с динамическими нагрузками, как правило, должны отделяться от смежных фундаментов здания, сооружения и оборудования.
В состав исходных данных для проектирования фундаментов при разработке рабочего проекта или рабочей документации должны входить:
- техническая характеристика станка (наименование, модель, класс точности, мощность, общая масса), приводимая в спецификации к плану расположения оборудования;
- чертежи фундаментов (строительные задания, разработанные конструкторскими организациями и представляемые заказчиком), в которых должна приводиться следующая информация: опорная поверхность станины станка с указанием опорных точек; рекомендуемые способы установки и крепления станка на фундаменте; расположение и размеры фундаментных болтов, закладные элементы, а также выемки каналов и шахты, необходимость в которых вызывается конструкцией станка и условиями его монтажа и обслуживания;
- класс оборудования (машин) по чувствительности и гармоническим колебаниям, принимаемый по табл.17.
Таблица 17
|
Класс оборудования по чувствительности и гармоническим колебаниям основания |
Наименование оборудования |
|
II |
Металлорежущие станки особо высокой точности шлифовальной группы с направляющими качения. Тяжелые высокоточные зуборезные станки, мастер-станки и т.п. |
|
III |
Прецизионные металлорежущие станки средних размеров: внутришлифовальные, координатно-расточные и т.п. |
|
IV |
Балансировочные станки. Прецизионные металлорежущие станки средних размеров: отделочные токарные, алмазно-расточные, координатно-расточные станки небольших размеров и т.п. |
|
V |
Токарные, фрезерные, сверлильные и другие металлорежущие станки нормальной точности и т.п. |
|
VI |
Ленточные, пластинчатые и скребковые конвейеры |
Предельные амплитуды скорости колебаний в зависимости от класса оборудования приведены в табл.18
Таблица 18
|
Класс оборудования |
II |
III |
IV |
V |
VI |
|
Предельные амплитуды скорости колебаний мм/с |
0,1 |
0,315 |
1,0 |
3,15 |
10 |
Рекомендации по виброизоляции металлорежущих станков приведены в табл.19.
Таблица 19
Рекомендации по виброизоляции металлорежущих станков
|
Станки |
Частоты собственных колебаний узлов, определяющих чувствительность к колебаниям основания, Гц |
Рекомендуемые значения собственных частот колебаний станка на опорах, Гц; вертикальные Хz , горизонтальные ХхХу |
Рекомендуемый основной вид виброизолирующей установки |
|
|
Тип |
Класс точности параметры, чистота поверхности |
|||
|
Внутришлифовальные |
Класс А Днб до 200 мм Шероховатость 0,32 мкм |
60-80 |
Хz =16-18 Гц Ху=5-6Гц Хх=10Гц |
Виброизолирующие опоры |
|
Круглошлифовальные |
Класс А Днб до 400 мм Шероховатость 0,16-0,32 мкм |
50-60 (напр. скольжения) |
Хz =15 Гц Ху=9Гц (напр. скольжения) |
Виброизолирующие опоры |
|
|
|
30-40 (напр, качения) |
Хz =10-12 Гц Ху=5Гц (напр. качения) |
Виброизолированный фундамент на резиновых ковриках |
|
Плоскошлифовальные
|
Класс А стол 200 x600 мм |
30-60 |
Хz =15-17 Гц |
Виброизолирующие опоры
|
|
|
Шероховатость 0,32 мкм |
|
Ху и Хх около 5-6 ГЦ |
Виброизолированный фундамент на резиновых ковриках |
|
Зубошлифовальные (типа 584М и 5831) |
Зубчатые колеса 5 степень точности |
35-45 |
Хz =18-20 Гц |
Виброизолированный фундамент на резиновых ковриках |
|
Одностоечные координатно-расточные |
Класс С, ширина стола 250-400 мм Шероховатость 0,63 мкм |
30-50 |
Хz =14-16 Гц |
При опирании на 3точки - виброизолирующие опоры; при опирании по всей поверхности - вибро-изолированный фундамент на резиновых ковриках. |
|
Отделочные токарные |
Класс А Днб=400 мм Шероховатость 0,63 мкм |
60-100 |
Хz =18-20 Гц |
Виброизолирующие опоры |
|
Алмазно-расточные |
Класс С Днб=200 мм Шероховатость 0,16-0,32 мкм |
90-100 |
Хz =18-20 Гц
|
Виброизолирующие опоры. При длинных или составных станинах. |
|
Ху=7-10Гц |
Виброизолированный фундамент на резиновых ковриках |
|||
Примечание:
Все приведенные данные относятся к станкам средних размеров при среднем уровне колебаний основания. При проектировании стендов для сборки станков кл.А, В и С необходимо руководствоваться следующими требованиями:
величина допускаемых отклонений от горизонта рабочей плоскости станка при его сборке не должна превышать 30% от поля допуска не на прямолинейность перемещения рабочих органов станка (столы, каретки, суппорты, салазки и т.п.);
конструкция виброизолированного стенда на упругих опорах должна предусматривать переключение стенда с упругих опор на жесткие для обеспечения возможности работы с точными уровнями в процессе сборки и проверки станков.
Для общего монтажа, испытания и отладки станков и автоматических линий используются специальные панельные стенды. Типы применяемых панельных стендов (стендовых балок) приведены в табл.20.
Таблица 20
|
Наименование панельных стендов (стендовых балок) |
Технические характеристики стендовых балок |
Типы собираемых (испытываемых) стан- ков, их техническая характеристика |
||
|
нагрузка на панельный стенд, т/м2 |
расстояние между центральными пазами со- седних балок, мм |
расположение стендовых балок |
||
|
1. Установка станков на специальные башмаки (на чистом и ровном полу) |
- |
- |
- |
Мелкие станки (масса до 5 т) нормальной точности |
|
2. Стенды с двутавровыми балками |
до З |
300- 700 |
поперечное или продольное |
Мелкие станки (масса до 7,5 т) нормальной точности |
|
3. Стенды с чугунными (стальными) балками без центральных пазов |
до 5 |
|
поперечное или продольное |
Средние станки (масса 10 4-15 т) нормальной точности и повышенной точности |
|
4. Стенды с одноразовыми чугунными балками |
до 10 |
300- 1000 |
поперечное или продольное |
Тяжелые станки (масса 15-30 т) нормальной и повышенной точности |
|
5.Стенды с 3-х пазовыми чугунными балками |
до 10 |
500 -1000 |
поперечное или продольное |
Тяжелые и уникальные станки (масса свыше 30 т), нормальной и повышенной точности |
|
6. Виброизолированные панельные станки с одноразовыми и 3-х пазовыми чугунными балками |
до 10 |
500 - 1000 |
поперечное или продольное |
Средние и тяжелые станки (масса свыше 10 т), станки класса В, А и С, требующие термоконстантного режима сборки и испытания |
Примечания:
1. Указанные в таблице нагрузки на панельные стенды, расстояния между центральными пазами соседних стендовых балок, расположение стендовых балок приведены ориентировочно. Конкретные значения определяются конструктивными особенностями собираемого (испытываемого) станка.
2. При перемещении подвижных частей станка, прогиб и поворот панельного стенда от подвижной нагрузки в вертикальной, продольной и поперечной плоскостях должен быть, как правило, не более 0,01 мм на каждые 1000 мм.
3. Конструкция панельных стендов для испытания на рабочих режимах автоматических линий должна иметь центральный и вспомогательные каналы для слива СОЖ, а также специальный подвал или приямки для обеспечения рециркуляции СОЖ на весь период испытаний.
4. Верхняя отметка панельного стенда должна выступать на 5 мм относительно пола.
5.2.3.2. Требования к заданиям при установке металлорежущих станков на перекрытии.
Согласно СНиП 2.01.07-85 при установке оборудования на перекрытия в техническом задании архитектурно-строительному отделу должны быть приведены: возможные на каждом перекрытии места расположения и габариты опор оборудования, размеры участков складирования и хранения материалов и изделий, места возможного сближения оборудования в процессе эксплуатации или перепланировки и масса оборудования. Масса оборудования дается с учетом заполнителей оборудования (масел, СОЖ и т.д.) и наиболее тяжелой обрабатываемой детали.
В технологическом задании необходимо указывать число одновременно работающих погрузчиков (или электрокаров) с учетом транспортируемого груза, соответствующего номинальной грузоподъемности, и их размещение на перекрытии, а также нагрузку от подъемно-транспортного оборудования, подвешиваемого к перекрытиям снизу.
Для монтажа и демонтажа технологического оборудования в многоэтажных зданиях необходимо предусматривать в наружных стенах здания или перекрытиях монтажные проемы в случаях, когда размеры оборудования превышают внутренние размеры лифтов.
5.2.4. Технологические требования к полам и отделке помещений.
Технологические требования к полам и отделке помещений приведены в табл.21
Таблица 21
|
Вид производства. Наименование цехов, участков,складов |
Требования к полам |
Интенсивность воздействия проливов на пол |
|||||||||||||
|
Устой- чи- вость к меха- ничес- ким воз- дей- ствиям |
Безыс- кро- вость |
Огне- стой- кость |
Элек- тро- про- вод- ность (за- щита от стати- чес- кого элек- три- чест- ва) |
Бес- шов- ность |
Вла- го- стой- кость |
Мас- ло- стой- кость |
Стой- кость к орга- ничес- ким рас- тво- рите- лям |
Стой- кость к щело- чам |
Бес- пыл ь- ность |
Воды и раство- ров ней- траль- ной реак- ции |
Мине- раль- ных масел и эмуль- сий из них |
Щело- чей |
Орга- ничес- ких рас- тво- рите- лей |
Специ- альные требо вания к отдел ке помеще ний (стены, колон ны, пото лок) |
|
|
1. Механические цехи |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1.1. Участки по механической обработке деталей (кроме зубообрабатывающих, резьбонарезных и автоматных) |
+ |
- |
- |
- |
- |
+ |
+ |
- |
+ |
- |
малая |
малая |
- |
- |
Влажная |
|
|
|
|
|
|
|
|
|
|
|
|
уборка помещений |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1.2. Участки зубообработки, нарезки резьбы, обработки деталей на автоматах |
+ |
- |
+ |
- |
- |
+ |
+ |
- |
+ |
- |
- |
средняя |
- |
- |
Масло- стой- кость стен на высоту до 2 м |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1.3. Автоматных токарно- револьверных деталей |
+ |
- |
+ |
- |
+ |
+ |
+ |
- |
+ |
+ |
- |
средняя |
- |
- |
Маслостойкость на высоту до 2 м |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1.4. Финишной обработки деталей (термоконстантные помещения) |
+ |
- |
- |
- |
+ |
+ |
+ |
- |
- |
+ |
малая |
- |
- |
- |
Гладкое покрытие, допускающее влажную уборку |
|
1.5. Участка: |
|
|
|
|
|
|
|
|
|
|
|
|
|
- |
- |
|
- обработки изоляционных материалов |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
+ |
- |
- |
- |
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- обработки магниевых и титановых сплавов |
+ |
- |
+ |
- |
+ |
- |
- |
- |
- |
+ |
малая |
- |
- |
- |
- |
|
- шлифовки магниевых сплавов |
+ |
+ |
+ |
- |
+ |
- |
+ |
- |
- |
+ |
малая |
- |
- |
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
-обработки бериллиевых сплавов |
+ |
- |
+ |
- |
+ |
+ |
- |
- |
- |
+ |
малая |
- |
- |
- |
Гладкое покрытие, допускающее влажную уборку горячей водой |
|
1.6. Электроэрозионной обработки |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
+ |
- |
средняя |
- |
- |
Гладкое покрытие, допускающее влажную уборку - |
|
1.7. Промывки и обезжиривания в щелочных растворах
2.Сборочные цехи (участки)
|
+
|
- |
- |
+ |
+ |
+ |
- |
- |
+ |
+ |
- |
- |
средняя |
- |
Стойкость к щелочам на высоту до 2 м |
|
2.1.Узловой сборки |
+ |
- |
- |
- |
+ |
+ |
+ |
+ |
+ |
+ |
малая |
малая |
малая |
малая |
- |
|
2.2. Заливка и нанесение эпоксидных компаундов |
+ |
+ |
+ |
- |
+ |
+ |
- |
+ |
+ |
- |
малая |
малая |
малая |
малая |
Стойкость к органическим растворит, на высоту до 2 м |
|
2.3. Гидравлики |
+ |
+ |
+ |
+ |
+ |
- |
+ |
- |
- |
+ |
- |
средняя |
- |
- |
- |
|
2.4.Расконсервации |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
малая |
малая |
малая |
малая |
Масло-стойкость на высоту до 2 м |
|
2.5. Входного контроля узлов и агрегатов |
+ |
- |
- |
- |
+ |
- |
+ |
+ |
+ |
+ |
- |
малая |
- |
малая |
- |
|
2.6.Общего монтажа и испытания станков (машин] и автомат, линий (без применения СОЖ) |
+ |
|
|
|
|
|
+ |
|
+ |
+ |
+ |
+ |
малая |
малая |
малая |
|
2.7.Общего монтажа и испытания станков (машин; (с применением СОЖ) |
+ |
- |
- |
- |
+ |
- |
+ |
+ |
+ |
+ |
малая |
малая |
малая |
малая |
- |
|
2.8. Общего монтажа и испытания автоматических линий (с применением СОЖ) |
+ |
- |
- |
- |
+ |
+ |
+ |
+ |
+ |
+ |
средняя |
малая |
малая |
малая - |
- |
|
2.9. Финишная сборка узлов и изделий |
+ |
- |
- |
- |
+ |
- |
+ |
+ |
+ |
+ |
- |
малая |
малая |
малая |
Гладкое покрытие, допускающее влажную уборку |
|
2.10.Электромонтажные |
+ |
- |
- |
- |
+ |
- |
- |
- |
- |
+ |
- |
- |
- |
- |
- |
|
3. Склады (кладовые) заготовок, промежуточные, готовых изделий (деталей), комплектующих изделий |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
Примечания: 1. Знаком "+" обозначены требования, выполнение которых является необходимым, "-" -отсутствие требований.
2. Величина воздействия на полы нагрузок от технологического и другого оборудования (кроме оборудования, устанавливаемого на индивидуальные фундаменты), рассчитываются в каждом конкретном случае в соответствии с требованиями СНиП 2.01.07-85 "Нагрузки и воздействия" на основании плана расположения и спецификации оборудования разработчиком строительной части проекта.
3. В задании, выдаваемом на разработки строительной части дополнительно в графе "Устойчивость к механическим воздействиям" необходимо указывать характер воздействия на полы: движение пешеходов, вид транспортного устройства - ручных тележек на резиновых шинах (или на металлических шинах), автомобилей, электротележек, транспорта на гусеничном ходу, согласно СНиП 2.03.13-88 "Полы", а также нагрузку на 1
колесо в тоннах и статическую нагрузку в т/м от массы устанавливаемого оборудования на чистом полу. Характеристика интенсивности воздействия проливов на пол приводится в том же СНиПе.
4. В механических цехах, в которых должны устанавливаться станки с применением масляных охлаждающих жидкостей, следует предусмотреть нескользкие полы, обеспечивающие безопасность передвижения работающих.
5. Для стока воды на участках промывки полы должны иметь уклон к трапу.
6. При применении электротягачей с ПУ на трассе их движения полы не должны иметь металлического покрытия (по 400 мм в каждую сторону от высокочастотного кабеля).
7. При применении ГПС дополнительное требование к полам см. раздел 5.
5.2.5. Рекомендации по размещению производственных участков и вспомогательных служб в изолированных помещениях
Рекомендации по размещению производственных и вспомогательных служб механических и сборочных цехов в изолированных помещениях приводятся в табл.22.
Таблица 22
|
Производственные факторы, обусловливающие необходимость выделения работ в изолированное помещение |
Выполняемые работы, применяемые материалы и оборудование |
|
1. Пожаро- и взрывоопасность |
Производственные процессы и материалы, указанные в отраслевых "Перечнях производств предприятий по категориям и классам пожаро и взрывоопасности" (категория А, Б и В) |
|
2. Вредности, влияющие на здоровье человека: |
|
|
пыль металлическая, абразивная, древесная и др. |
Заточные и шлифовальные работы без применения СОЖ, полирование с применением паст на основе окиси хрома, обработка древесины |
|
пары бензина, керосина |
Промывка подшипников, деталей |
|
токсичные вещества, неприятные запахи |
Обработка молибденовых, бериллиевых и титановых сплавов, процессы с применением свинца, олова, эпоксидного компацида*, серы, испытание двигателей внутреннего сгорания |
|
повышенный уровень световых излучений |
Лазерные установки для обработки и для контроля |
|
повышенный уровень шума |
Операции очистки деталей на вибрационных дробеметных установках, обработка в галтовочных барабанах, механическая обработка на прутковых автоматах. Испытание электрошпинделей, электродвигателей, воздуходувов, двигателей |
|
ультразвук |
Производственное оборудование, в котором генерируются ультразвуковые колебания, для выполнения технологического процесса и оборудование, при эксплуатации которого ультразвук возникает как сопутствующий фактор |
|
3. Особые требования технологического процесса: по метеорологическим условиям; (температуре, относительной влажности и др.) |
Процессы изготовления высокоточных изделий, требующие создания в помещении термоконстантных условий, экспериментальные и исследовательские процессы, требующие создания термокамер |
|
по чистоте помещения |
Участки ОТК, оснащенные измерительными приборами; участки юстировки приборов; участки сборки узлов, влияющих на окончательную точность станков (машин), приборов, изделий часовой промышленности и т.п. |
|
по условиям производства |
Процессы испытания изделий на шум, требующие создания звукоизолированных камер; участки гидроиспытаний изделий, участки обработки драгоценных металлов
|
|
4. Особые условия эксплуатации оборудования |
Дорогостоящее уникальное оборудование, термоконстантный режим при эксплуатации высокоточного оборудования, чистота помещения при работе с высокочувствительными приборами |
|
5. Хранение материальных ценностей |
Все цеховые склады и кладовые, за исключением складов металла крупного литья и поковок, крупногабаритных изделий, которые хранятся на открытых площадках в помещении цеха |
* Текст соответствует оригиналу.
Примечание: В таблице приведены, как пример, наиболее характерные виды работ, материалов эборудования. Перечень их может быть продолжен и уточнен в соответствии со спецификой отрасли.
Перечень операций, для выполнения которых требуются термоконстантные условия.
1. Производство станков:
1) финишная механическая обработка и контроль деталей I класса точности и выше, а также деталей, определяющих точность станка;
2) сборка, контроль и испытание узлов, таких как делительные червячные пары, шпиндельные узлы, высокоточные подшипники и др., влияющих на выходную точность собираемых станков;
3) сборка приспособлений высокой точности;
4) общая сборка, испытание и контроль станков классов точности "В", "А", "С".
2. Производство режущего инструмента и средств измерений (приборов):
1) финишная механическая обработка режущего и измерительного инструмента (тонкое шлифование, доводка, притирка, заточка) и контроль;
2) сборка и контроль сборочного инструмента
3) контроль и аттестация инструмента, особо точных деталей и узлов приборов;
4) сборка, регулировка, юстировка и контроль особо точных измерительных приборов.
5.3. Требования технологического процесса к производственным зданиям по сантехнической части
5.3.1. Оптимальные нормы температуры
Оптимальные нормы температуры, относительной влажности и скорости движения воздуха в рабочей зоне производственных помещений механообрабатывающих и сборочных цехов согласно ГОСТ 12.1.005-88 приводятся в табл.23.
Таблица 23
|
Характеристика производственных помещений |
Категория работы |
На постоянных рабочих местах |
Допустимая температура воздуха, °С, вне постоянных рабочих мест |
|||||
|
Оптимальная |
Допустимая |
|||||||
|
температура воздуха, °С |
относительная влажность воздуха, % |
скорость движения воздуха, м/сек |
температура воздуха, °С |
относительная влажность воздуха, % |
скорость движения воздуха, м/сек |
|||
|
Холодный и переходный периоды года (температура наружного воздуха ниже10°С) |
||||||||
|
Помещения, характеризуемые незначительными избытками явного тепла (20 ккал/м3ч и менее) |
средней тяжести |
17-19 |
40-60 |
не более 0,2 |
15-21 |
не более 75 |
не более 0,4 |
13-23 |
|
Теплый период года наружного (температура воздуха +10°С и выше) |
||||||||
|
Помещения, характеризуемые незначительными убытками явного тепла 20 ккал/м 3 ч и менее) |
средней тяжести |
20-22 |
40-60 |
0,3 |
Не более, чем на 3°С выше средней температуры наружного воздуха в 13 ч самого жаркого месяца, но не более 28 °С |
При 28°С не более 55%; при 27 "С не более 60%; при 26 °С не более 65%; при 25 °С не более 70%; при 24 °С и ниже не более 75% |
0,2-0,5 |
Не более, чем на 5°С выше средней температуры наружного воздуха в 13 час. самого жаркого месяца |
Примечание: Категория работ средней тяжести - затраты энергии 150-250 ккал/час. Работы связанные с постоянной ходьбой, переноской небольших тяжестей (до 10 кг) и, выполняемые, как правило, стоя.
5.3.2. Специальные требования технологического процесса к термоконстантным помещениям.
При проектировании механообрабатывающих и сборочных цехов следует учитывать специальные требования, обусловленные особенностями технологического процесса изготовления продукции машиностроения и приборостроения.
К специальным требованиям относятся требования по обеспечению:
температурно-влажностного режима, чистоты и скорости движения воздуха термоконстантных помещений (таблицы 24, 25, 26, 27).
5.3.2.1. Требования по температурному режиму по механообрабатывающим цехам (участкам) приводятся в табл.24
Таблица 24
|
Наименование работ |
Класс точности станков, на которых производится обработка; класс точ- ности обрабатываемого инструмента |
Допускаемые отклонения температуры от номинальной (+20 °С) в рабочей зоне, °С |
|
|
1. Производство станков, узлов, деталей 1.1. Финишная обработка деталей:
|
|
|
|
|
- типа валов, втулок; - - точных отверстий в корпусных деталях; |
В А, С |
±1.5 ±1,0 |
±1,0* ±0,5* |
|
- делительные зубчатых колес и дисков; |
|
|
|
|
- винтов и червяков; |
|
|
|
|
- направляющих базовых деталей; |
|
|
|
|
- прецизионных деталей топливной и |
- |
±1,0 |
|
|
гидроаппаратуры |
|
|
|
|
2. Производство режущего инструмента |
|
|
|
|
2.1. Финишная обработка режущего инструмента: |
|
|
|
|
- фрезы червячные |
А |
|
±2,0 |
|
|
АА |
|
±1,5 |
|
|
ААА |
|
±1,0 |
|
- долбяки дисковые, чашечные, хвостовые |
А |
|
±2,0 |
|
|
А |
|
±1,5 |
|
- шеверы дисковые |
А |
|
±2,0 |
|
|
АА |
|
±1,5 |
|
- головки зуборезные и зубопротяжные для конических колес |
|
|
±2,0 |
|
3. Производство измерительного инструмента |
|
|
|
|
3.1. Нанесения делений на линейных штриховых мерах (металлических и стеклянных) длиной, мм: |
|
|
|
|
500 |
В А, С |
|
±1.0 ±0,5 |
|
1000 |
В А, С |
|
±0,5** ±0,1 |
|
2000 |
В А, С |
|
±0.25** ±0,05 |
|
3.2. Доводка, окончательный контроль и аттестация концевых мер длины |
0 |
±0,2 |
|
|
1 |
+0,3 |
|
|
|
2 |
±1,0 |
|
|
Примечание: * Большие значения допустимых отклонений назначаются при массе станков (на которых производится обработка деталей) до 1 т, меньшие - при массе станков свыше 1 т.
** Достигается в специальной камере (оболочке) с автономным режимом и дистанционным управлением оборудования.
5.3.2.2. Требования по температурному режиму по сборочным цехам (участкам) приводятся в табл.25
Таблица 25
|
Наименование работ |
Класс точности собираемых изделий |
Допустимые отклонения температуры от номинальной (+20 °С), |
|||
|
при массе собираемых изделий |
|||||
|
До 1 т |
св.1 т |
||||
|
1. Производство станков и узлов |
|
|
|
||
|
1.1. Предварительная сборка станков и узлов |
В А,С |
±2,0 +1,5 |
±1,5 +1,0 |
||
|
1.2. Чистовое шабрение, окончательная сборка и проверка узлов и станков |
В А,С |
±1,5 ±1,0 |
±1.0 ±0,5 |
||
|
1.3. Приемочный контроль и юстировка |
В А,С |
±1,5 ±1,0 |
±1.0 ±0,5 |
||
|
1.4. Сборка прецизионных пар топливной и гидроаппаратуры |
|
±0,5 |
|||
|
1.5. Испытание прецизионных пар топливной и гидроаппаратуры |
|
±2,0 |
|||
|
2.Производство измерительных инструментов и приборов |
|
|
|
|
|
|
2.1.Сборка, юстировка, окончательный контроль и аттестация измерительного инструмента и приборов: |
|
|
|
|
|
|
- кольца образцовые Æ18-50 мм |
|
±1,0 |
|||
|
- кольца образцовыеÆ50-160 мм, микрометры рычажные, длиномеры пневматические низкого давления |
|
±0,5 |
|||
|
- кольца образцовые до Æ18 мм, индикаторы многооборотные |
|
±1,5 |
|||
|
- наборы принадлежностей к концевым мерам, скобы с отсчетным устройством, установочные меры, линейки синусные, интерферометры, уровни с подачей ампул, приборы д/контроля конусов, кругломеры, высотомеры микрометрические, оптикаторы, интерферометры |
|
±2,0 |
|||
Примечание. Детали, узлы, инструмент и др. изделия поступающие в термоконстантные помещения извне, выдерживаются до достижения температуры помещения на соответствующем складе или площадке для хранения.
5.3.2.3. Требования по влажности воздуха
В термоконстантных помещениях должна поддерживаться относительная влажность воздуха 50+10% согласно ГОСТ 8.050-73 "Нормальные условия выполнения линейных и угловых измерений".
Исключение составляют помещения, в которых производится доводка и окончательный контроль плоскопараллельных мер длины и образцовых колец. В этих помещениях относительная влажность воздуха должна быть 50+5% ввиду высокой чувствительности и влажности приборов для измерения мер длины и образцовых колец.
5.3.2.4. Требования по чистоте воздуха
Требования по чистоте воздуха, предъявляемые к участкам, размещаемым в термоконстантных помещениях, где производятся наиболее точные работы, приводятся в табл.26.
Таблица 26
|
Назначение термоконстантных участков |
Класс точности изготовляемых станков |
Наибольшие размеры частиц пыли, мкм |
Наибольшее количество пылинок, оседающих на 1 см2 стекла в 1 час |
Количество частиц пыли |
Концентрация пыли, мг/м |
|
|
в 1 литре воздуха |
В 1 м3 воздуха |
|||||
|
1.Нанесение делений и цифр на линейных штриховых мерах (металлических и стеклянных) |
В, А, С |
1,0 |
300 |
23,8x103 |
23,8x106 |
0,01 |
|
Аттестация штриховых и концевых мер |
В, А, С |
1,0 |
300 |
23,8x103 |
23,8x106 |
0,01 |
|
2. Доводка поверхностей деталей 12-14 классов чистоты |
В, А, С |
2,0 |
300 |
23,8x103 |
23,8x10б |
0,1 |
|
Окончательная сборка и проверка подшипников и шпинделей |
В, А, С |
2,0 |
300 |
23,8x103 |
23,8x106 |
0,1 |
|
Эталонирование и проверка средств измерения |
В, А, С |
2,0 |
300 |
23,8x103 |
23,8x10б |
0,1 |
|
Финишная обработка особо точного режущего инструмента, контроль |
|
2,0 |
300 |
23,8x103 |
23,8x10б |
0,1 |
|
Окончательная сборка, регулировка, юстировка и контроль измерительных приборов |
|
2,0 |
300 |
23,8x103 |
23,8x10б |
0,1 |
|
Сборка прецизионных пар топливной аппаратуры
|
|
2,0 |
300 |
23,8x103 |
23,8x10б |
0,1 |
Примечание. Контроль запыленности воздуха может производиться анализатором запыленности типа АЗ-5, счетчиками пыли или укладкой полированной стеклянной пластины черного цвета на высоте одного метра от пола на срок 1 час, при этом количество осевшей пыли определяется с помощью микроскопа.
5.3.2.5. Требования по скорости движения воздуха приводятся в табл.27.
Таблица 27
|
Наименование работ |
Класс точности станков, на которых производится обработка, и класс точности собираемых узлов |
Наибольшая скорость воздуха, м/с |
|
Нанесение делений на линейных штриховых мерах |
В А,С |
0,2-0,3 0,1 |
|
Финишная обработка ходовых винтов |
В А,С |
0,3-0,5 0,2-0,3 |
|
Финишная обработка деталей типа валов и втулок, делительных зубчатых колес и дисков, направляющих базовых деталей |
В, А, С |
0,3-0,5 |
|
Финишная обработка прецизионных деталей топливной и гидроаппаратуры |
|
0,2 |
|
Предварительная сборка узлов и станков |
В, А, С |
0,3-0,5 |
|
Окончательная сборка и проверка узлов и станков |
В А,С |
0,3-0,5 0,2-0,3 |
|
Приемочный контроль и юстировка станков |
В А,С |
0,2-0.3 0,2 |
|
Изготовление режущего и измерительного инструмента и приборов |
|
0,2-0,5 |
|
Доводка концевых мер длины, окончательный контроль, юстировка |
|
0,1-0,2 |
5.3.3. Расход воды для моечных машин.
Определение расхода водопроводной воды в моечной машине на химическое обезжиривание изделий с последующей их промывкой следует принять по технической документации на оборудование.
Рекомендуемые составы для обезжиривания и пассивирования изделий в моечных машинах и ваннах приводятся в приложении 3 и приняты в соответствии со следующими материалами:
ГОСТ 9.014-78 (табл.1 приложение 3);
ГОСТ 9.028-74 (табл.2 приложение 3);
"Межоперационная защита заготовок, деталей, сборочных единиц металлических изделий от коррозии". ЭНИМС 1981 г. (табл.3 приложение 3)
Расход воды при укрупненных расчетах на компенсацию потерь составляет 30 литров на 1 тонну обрабатываемых деталей.
Расчет расхода воды для погружного метода промывки принимать в соответствии с ГОСТ 9.305-84.
5.3.4. Нормы расхода смазочно-охлаждающих жидкостей (СОЖ) и смазочных масел.
Потребность в смазочно-охлаждающих жидкостях и смазочных маслах на единицу оборудования складывается из следующих составляющих:
- периодическая замена загрязненной жидкости и масла (единовременный слив);
- периодический долив жидкости и масла для восполнения потерь вследствие разбрызгивания, уноса со стружкой и обрабатываемой деталью, расходов на смазку.
Продолжительность работы смазочно-охлаждающих жидкостей и смазочных масел зависит от состава жидкости и ее свойств, режима работы станков количества рабочих смен в сутки, способа подвода и количества подаваемой жидкости и периодичности долива.
Нормы расхода СОЖ приводятся в табл.28.
Таблица 28
|
Весовая характеристика станков в т |
Средняя полезная емкость системы охлаждения станка |
Величина ежесуточного долива СОЖ на масляной основе при работе оборудования, кг |
Величина ежесуточного долива СОЖ на водной основе при работе оборудования, кг |
Величина ежесуточного долива СОЖ на основе керосина при работе оборудования, кг |
||||||
|
одна смена |
две смены |
три смены |
одна смена |
две смены |
три смены |
одна смена |
две смены |
три смены |
||
|
До 3 |
30/100 |
0,6 2,0 |
1,2 4,0 |
1,8 6,0 |
0,9 3,0 |
1,8 6,0 |
2,7 9,0 |
_-_ 1,0 |
_-_ 2,0 |
_-_ 3,0 |
|
До 10 |
60/250 |
1.2 2,5 |
2,4 5,0 |
3,6 7,5 |
1,8 3,75 |
3,5 7,5 |
5,4 11,25 |
_-_ 2,5 |
_-_ 5,0 |
_-_ 7,3 |
|
До 50 |
150/500 |
15 5,0 |
3,0 10,0 |
4,5 15,0 |
2,25 7,5 |
4,5 15,0 |
6,75 22,5 |
_-_ 5,0 |
_-_ 10,0 |
_-_ 15,0 |
|
Св.50 |
См. паспортные данные |
Определяются расчетом |
||||||||
Примечания. 1. В числителе приведены данные для станков, работающих с лезвийным инструментом, в знаменателе - с абразивным инструментом.
2. Числовые значения норм расхода СОЖ подсчитаны на основании таблицы 29.
3. Величина долива СОЖ для уникального оборудования определяется исходя из паспортных данных.
Величина ежесуточного долива приводится в табл.29.
Таблица 29
|
Вид СОЖ |
Величина ежесуточного долива в процентах от полезной емкости системы охлаждения станка |
|||||
|
Емкость системы до 100 л |
Емкость системы свыше 100 л |
|||||
|
одна смена |
две смены |
три смены |
одна смена |
две смены |
три смены |
|
|
СОЖ на масляной основе |
2 |
4 |
6 |
1 |
2 |
3 |
|
СОЖ на водяной основе |
3 |
6 |
9 |
1.5 |
3 |
4,5 |
|
СОЖ на основе керосина |
1 |
2 |
3 |
1 |
2 |
3 |
Средние сроки замены СОЖ приводятся в табл.30
Таблица 30
|
Вид СОЖ |
Инструмент |
Операция |
Срок замены в месяцах |
|
СОЖ на водной основе |
Лезвийный |
|
1 |
|
|
Абразивный |
Черновая |
0,25 |
|
|
То же |
Чистовая |
0,5 |
|
СОЖ на масляной основе |
Лезвийный |
|
6 |
|
|
Абразивный |
|
0,5 |
|
СОЖ на основе керосина |
Абразивный |
|
0,3 |
Примечание. При централизованной подаче СОЖ сроки ее замены могут быть увеличены при соответствующем обосновании.
В машиностроении рекомендуется применять водосмешивание СОЖ: Аквол-11 (ТУ 38.101932-83), Авитол-1 (ТУ 38.5901193-89), Уверол (ТУ 38.5901183-89), Аквол-16 (ТУ 38.5901145-90А).
Для продления срока службы СОЖ промышленностью серийно выпускаются биоцидные присадки.
Применение СОЖ допускается при наличии согласования с органами санэпидемнадзора в соответствии с "Санитарными нормами при работе со смазочно-охлаждающими жидкостями и технологическими смазками".
На машиностроительных заводах снабжение оборудования СОЖ может быть централизованным (трубопроводами) или индивидуальным (раздаточными тележками).
Выбор метода снабжения оборудования СОЖ зависит от обьема потребления СОЖ цехом. Для разложения отработанных СОЖ используют физико-химические и термические способы.
Методы обезвреживания отработанных СОЖ подбираются для каждого предприятия в зависимости от условий производства, наличия очистных сооружений и требований природоохранительных органов.
Нормы расходов и применяемости смазочных масел приводятся в табл.31.
Таблица 31
|
Наименование типов станков |
Расход смазочных масел |
Единовременный залив на долив и смазку в кг за смену |
Применяемость масел в кг |
|||||||||
|
Весовая характеристика оборудования в т |
||||||||||||
|
До 3 |
До 10 |
до 50 |
свыше 50 |
До 3 |
до 10 |
до 50 |
свыше 50 |
До3 |
до 10 |
до 50 |
свыше 50 |
|
|
Токарно-винторезные |
0,04-0,14 |
0,18-0,28 |
0,4-0,6 |
0,8-1,0 |
5-10 |
20-60 |
65-120 |
150-400 |
И-20А, И-3ОА, ИГНСп-20 |
И-20А, И-3ОА, ИГНСп-20 |
И-20А, И-3ОА, ЦИАТИМ-201 |
И-3ОА, И-40А, ИГНСп-20, ИГП-18, ЦИАТИМ-201 |
|
Токарно-револьверные |
0,05-0,1 |
0,12-0,2 |
- |
- |
20-60 |
60-100 |
- |
- |
ИГП-18, И-20А |
И-3ОА, И-40А |
- |
|
|
Токарно-карусельные |
- |
- |
0,21-0,56 |
0,7-2,0 |
|
|
150-450 |
500-1500 |
|
|
И-20А, И-ЗОА, И-50А, ИНСп-40, ЦИАТИМ-201 |
И-3ОА, И-50А, ИНСп-40, ЦИАТИМ-201 |
|
Расточные |
- |
0,25-0,3 |
0,35-0,42 |
0,45-0,6 |
- |
25- 45 |
50-300 |
400-2100 |
- |
И-12А, И-3ОА, ИГНСп-20, ИГП-18 |
И-20А, И-30А, И-40А, ИГНСп-20, ЦИАТИМ-01 |
ОКБ-122-7, ИГНСп-20, ЦИАТИМ-201 |
|
Сверлильные |
0,05-0,07 |
0,08-0,12 |
0,14-0,19 |
- |
5-10 |
15-25 |
30-40 |
|
И-20А |
И-20А, И-3ОА, ИГНСп-20 |
И-20А, И-30А, ИГНСп-20 |
- |
|
Станки для глубокого сверления |
- |
0,03-0,04 |
0,05-0,07 |
- |
- |
40-60 |
70-80 |
- |
- |
И-ЗОА, ИГНСп-20 |
И-3ОА, ИГНСп-20 |
- |
|
Круглошлифовальные |
0,05-0,07 |
0,1-0,18 |
0,22-0,26 |
- |
60-120 |
150-250 |
280-320 |
- |
И-20А, ИГНСп-20 |
И-20А, И-5А, И-40А, ИГП-38, ИГНСп-20, ВНИИНП-273 |
И-5А, И-20А, ИГНСп-20, ИГП-18 |
- |
|
Внутришлифовальные |
0,03-0,05 |
0,06-0,14 |
- |
- |
55-65 |
65-75 |
- |
- |
И-20А, ИГНСп-20, ИГП-18 |
И-5А, И-ЗОА, ИГНСп-20, ИГП-18 |
- |
- |
|
Плоскошлифовальные |
0,06-0,08 |
0,12-0,18 |
0,2-0,32 |
|
20-25 |
25-40 |
40-60 |
|
И-5А, И-20А, ИГНСп-20 |
И-20А, И-3ОА, ИГП-18, ИГНСп-20 |
И-20А, ИГНСп-20 |
- |
|
Продольно-шлифовальные |
- |
- |
0,25-0,4 |
0,5-3,2 |
- |
- |
60-400 |
500-1000 |
- |
- |
И-20А |
И-20А |
|
Бесцентрово-шлифовальные |
0,05-0,07 |
0,09-0,14 |
- |
- |
30-60 |
70-90 |
- |
- |
И-20А, И-5А |
И-40А, И-50А |
- |
- |
|
Зуборезные |
0,06-0,08 |
0,1-0,15 |
0,16-0,18 |
0,2-0,25 |
50-70 |
80-120 |
130-170 |
200-600 |
ИГНСп-20, И-20А |
МГНСп-20, ИГП-18 |
ИГНСп-20 |
ИГНСп-20 |
|
Зубошлифовальные |
0,06- 0,1 |
0,15- 0,3 |
0,3- 0,6 |
- |
55- 10 |
100- 200 |
200- 700 |
- |
ИГНСп-20 И-20А |
ИГНСп-20 ИГП-18 |
ИГНСп-20 |
ИГНСп-20 " |
|
Резьбофрезерные |
0,05-0,07 |
0,08-0,11 |
- |
- |
20-30 |
40-50 |
- |
- |
И-20А |
И-20А |
- |
- |
|
Резьбошлифовальные |
- |
0,08-0,11 |
0,14-0,2 |
- |
- |
20-40 |
50-70 |
- |
- |
И-12А, И-20А |
И-12А, И-20А |
- |
|
Горизонтально-фрезерные |
0,09-0,12 |
0,15-0,17 |
- |
- |
10-20 |
20-30 |
- |
- |
И-20А, И-З0А |
И-30А |
- |
- |
|
Вертикально-фрезерные |
0,1-0,13 |
0,16-0,18 |
0,19-0,21 |
- |
10-20 |
20-40 |
50-100 |
- |
И-20А, И-З0А |
И-30А |
И-30А |
И-30А, ИГП-3, И-40А, ВНИИНП-273 |
|
Продольно-фрезерные |
- |
- |
0,25-0,4 |
0,5-3,2 |
- |
- |
60-400 |
500-2000 |
- |
- |
И-30А, И-40А, ИГП-38, ВНИИНП-273 |
И-40А, И-50А, ИГНСп-20, ИГП-18, ЦИАТИМ-201, ВНИИНП-273, Трансформ С |
|
Продольно-строгальные |
- |
- |
0,25-0,4 |
0,5-3,2 |
- |
- |
60-400 |
500-2000 |
- |
- |
И-40А, УСсА, Солидол С, Цилиндровое II |
- |
|
Долбежные |
0,12-0,14 |
0,15-0,19 |
0,23-0,30 |
- |
10-го |
20-30 |
- |
- |
И-З0А, И-40А |
И-30А, И-40А |
И-40А, Цилиндровое II |
- |
|
Поперечно-строгальные |
0,11-0,13 |
0,14-0,16 |
- |
- |
10-го |
20-30 |
- |
- |
И-З0А |
И-30А |
- |
- |
|
Протяжные |
- |
0,06-0,08 |
0,2-0,5 |
- |
- |
10-15 |
15-го |
- |
- |
И-30А, И-40А |
И-50А |
- |
|
Отрезные |
0,05-0,12 |
0,13-0,16 |
0,17-0,2 |
- |
5-10 |
10-20 |
20-30 |
- |
И-40А, И-50А |
И-50А |
И-50А |
- |
|
Средний расход смазочных масел на долив и смазку на станок за смену для укрупненных расчетов |
0,05-0,15 |
0,15-0,25 |
0,25-0,5 |
0,5-3,0 |
|
|
|
|
|
|
|
|
|
Средний единовременный залив картеров станка для укрупненных расчетов |
|
|
|
|
20-50 |
60-140 |
150-350 |
400-1600 |
|
|
|
|
Примечание. Применяемость масел согласно ГОСТ 26191-84 "Масла, смазки и специальные жидкости"
Периодичность долива и смены масла в емкостных системах оборудования приводятся в табл.32
Таблица 32
|
Емкость масляной системы, л |
Режим долива |
Полная смена масла |
|
|
при нормальных условиях эксплуатации |
При повышенной температуре влажной или пыльной среды |
||
|
До 50 |
1 раз в 5 дней |
1 раз в 6-12 месяцев |
1 раз в 3 месяца |
|
50-250 |
Тоже |
Тоже |
Тоже |
|
250-1000 |
1 раз в 10 дней |
Тоже |
То же |
|
1000-3000 |
1 раз в 15 дней |
1 раз в 1-3 года |
1 раз в б месяцев |
|
Свыше 3000 |
1 раз в 30 дней |
Тоже |
1 раз в 9 месяцев |
Для механизации труда слесаря-смазчика при замене масла в картерах металлорежущих станков и гидрофицированном оборудовании, а также для испытания собранных станков на холостом ходу и рабочих режимах, рекомендуется применять самоходные маслозаправочные установки типа МЗУ-1000 и МЗУ-1500. Указанные установки обеспечивают: очистку масла от механических примесей путем многократной перекачки через фильтры грубой и тонкой очистки; перекачку масла из одной емкости в другую с последующей фильтрацией, минуя резервуары установки. Целесообразность использования самоходных маслозаправочных установок определяется расчетом и зависит от общего годового потребления масла для механических и сборочных цехов.
5.3.5. Нормы расхода сжатого воздуха
Нормы расхода сжатого воздуха приведены в табл.33.
Таблица 33
|
Наименование потребителей сжатого воздуха |
Рабочее давление сжатого воздуха кгс/см2 (МПа) |
Среднее кол-во операций в час |
Номинальный расход свободного воздуха на единицу оборудования, Нм3 |
||
|
на 1 операцию |
в минуту |
в час |
|||
|
Патроны пневматические |
6 (0,6) |
20 |
0,05 |
- |
1,0 |
|
Приспособления пневматические (зажимные устройства, кондукторы и др.) |
5-6 (0,5-0,6) |
30 |
0,03 |
- |
0,9 |
|
Тиски слесарные |
5 (0,5) |
40 |
0,01 |
- |
0,4 |
|
Машины сверлильные |
5 (0,5) |
- |
- |
0,6 |
36 |
|
Машины резьбонарезные |
5 (0,5) |
- |
- |
0,7 |
42 |
|
Машины резьбозавертывающие |
5 (0,5) |
- |
- |
0,6 |
36 |
|
Машины шлифовальные |
5 (0,5) |
- |
- |
1,2 |
72 |
|
Молотки рубильные |
5(0,5) |
- |
- |
0,7 |
42 |
|
Молотки клепальные |
6 (0,6) |
- |
- |
0,4 |
24 |
|
Прессы клепальные |
5(0,5) |
- |
- |
0,15 |
9 |
|
Ножницы пневматические |
5(0,5) |
- |
- |
0,6 |
36 |
|
Напильники пневматические |
5 (0,5) |
- |
- |
0,25 |
15 |
|
Шаберы пневматические |
6 (0,6) |
- |
- |
0,45 |
27 |
|
Воздушно-холодильные камеры |
4-7 (0,4-0,7) |
- |
- |
1,6 |
96 |
|
Подъемники пневматические |
6 (0,6) |
20 |
0,2 |
- |
4 |
|
Платформы конвейеров на воздушной подушке |
4 (0,4) |
- |
- |
- |
120 |
|
Моечные машины |
4(0,4) |
6 |
2,5 |
- |
15 |
|
Пылесосы пневматические |
4-5 (0,4-0,5) |
- |
- |
0,8 |
48 |
Примечания. 1. Классы загрязненности сжатого воздуха должны выбираться по ГОСТ 17433-80.
2. Количество потребителей определяют в каждом отдельном случае в зависимости от типа производства и предусмотренного технологического процесса. Для укрупненных расчетов ориентировочное количество потребителей сжатого воздуха может быть определено для механообрабатывающих и сборочных цехов по данным, приведенным в табл.36.
3. Значения коэффициента одновременности для определения максимального часового расхода свободного воздуха приведены в табл.34.
Для потребителей, где расход воздуха подсчитывается исходя из расхода на одну операцию, максимальный расход на единицу определяется по максимальному количеству операций в час.
Максимальный часовой расход свободного воздуха на группу потребителей по корпусу и цехам необходим для расчета диаметра общего воздухопровода на входе в корпусе и трубопроводов по цехам.
4. Значения коэффициента использования по потреблению воздуха для определения среднего часового расхода свободного воздуха приведены в табл.35.
Годовой расход свободного воздуха на группу потребителей подсчитывается исходя из среднего часового расхода фонда времени работы оборудования или рабочего места с учетом его использования по времени.
5. Номинальный расход свободного воздуха на единицу оборудования, не указанного в табл.33, определяется по паспортным данным.
Коэффициент одновременности приводится в табл.34.
Таблица 34
|
Количество одновременных потребителей |
1 |
2-3 |
4-6 |
7-8 |
9-10 |
11-15 |
16-20 |
21-30 |
31-50 |
51-2.....* |
|
Коэффициент одновременности |
1,0 |
0,9 |
0,8 |
0,75 |
0,7 |
0,65 |
0,6 |
0,55 |
0,5 |
0,45- 0......* |
* Брак оригинала.
Коэффициент использования приводится в табл.35.
Таблица 35
|
Наименование потребителя |
Коэффициент использования |
|
Патроны пневматические Приспособления пневматические (зажимные устройства, кондукторы и др.) Подъемники пневматические |
1,0 1,0 1,0 |
|
Машины сверлильные Машины шлифовальные |
0,2 0,2 |
|
Машины резьбонарезные Молотки рубильные Молотки клепальные Пылесосы клепальные Ножницы пневматические |
0,15 0,15 0,15 0,15 0,15 |
|
Машины резьбозавертывающие Напильники пневматические Шаберы пневматические |
0,1 0,2 0,3 |
|
Воздушно-холодильные камеры |
0,8 |
|
Платформы конвейеров на воздушной подушке Моечные машины Пылесосы пневматические |
0,05 1,0 0,2 |
Примечания. 1. Коэффициент использования по потреблению воздуха определяется как отношение времени за смену, ч, в течение которого расходуется воздух данным потребителем, к общему времени работы оборудования или рабочего места за смену, ч.
2. Для пневматических патронов, приспособлений, слесарных тисков и других устройств, где номинальный часовой расход свободного воздуха подсчитан исходя из расхода на одну операцию и числа операций в час, коэффициент использования принимается равным единице.
Нормы для укрупненного определения потребителей сжатого воздуха приводятся в табл.36.
Таблица 36
|
Потребители воздуха |
Обслуживаемое оборудование или рабочие места |
Количество потребителей сжатого воздуха по отношению к установленному количеству единицы оборудования или рабочих мест, % |
||
|
Тип производства |
||||
|
единичное и мелкосерийное |
среднесерийное |
крупносерийное и массовое |
||
|
Механообрабатывающие цехи и участки |
||||
|
Патроны пневматические |
Токарные станки |
25 |
40 |
60 |
|
Токарные патронные полуавтоматы, токарно-револьверные полуавтоматы (патронные) одношпиндельные |
50 |
70 |
100 |
|
|
многошпиндельные |
|
140 |
200 |
|
|
Приспособления пневматические (зажимные устройства, кондукторы и др). |
Сверлильные, фрезерные, поперечно-строгальные, долбежные и алмазно-расточные станки |
25 |
60 |
80 |
|
Сборочные цехи и участки |
||||
|
Тиски слесарные |
Верстаки |
10 |
20 |
30 |
|
Машины сверлильные |
Верстаки, столы сборщика Стенд для подготовки базовых деталей и монтажа изделия |
20 80 |
10 50 |
- |
|
Машины шлифовальные |
Верстаки, столы сборщика. Стенд для подготовки базовых деталей и монтажа изделий |
80 |
50 |
- |
|
Молотки рубильные |
Стенды для подготовки базовых деталей и монтажа изделий |
40 |
20 |
- |
|
Напильники пневматические |
Верстаки, столы сборщика |
30 |
20 |
10 |
|
Шаберы пневматические |
Стенды для шабрения |
50 |
60 |
- |
|
Машины резьбонарезные |
Верстаки, столы сборщика, стенды для монтажа изделия |
30 |
20 |
- |
|
Машины резьбозавертывающие |
Верстаки, столы сборщика, стенды Стенды для монтажа изделия |
30 30 |
50 50 |
80 100 |
|
Молотки клепальные |
Верстаки, столы сборщика, стенды |
5 |
3 |
- |
|
Прессы клепальные |
Верстаки, столы сборщика, стенды |
5 |
3 |
- |
|
Ножницы пневматические |
Верстаки, столы сборщика, стенды |
5 |
3 |
- |
Примечание. Количество потребных воздушно-холодильных камер пневматических подъемников, платформ конвейеров на воздушной подушке и моечных машин определяется в каждом конкретном случае в зависимости от характера изготовляемых деталей, изделий и принятой системы механизации технологических и подъемно-транспортных операций.
5.3.6. Укрупненный расход пара для нагрева растворов, воды в ваннах приводится в табл.37.
Таблица 37
|
Конечная температура в °С |
Расход пара на 100 л в кг/ч |
|||
|
Нагрев растворов и воды |
||||
|
змеевиком |
теплообменником |
|||
|
разогрев |
работа |
разогрев |
работа |
|
|
30 |
4,3 |
0,27 |
10,0 |
0,89 |
|
35 |
5,3 |
0,37 |
11,1 |
0,91 |
|
40 |
6,4 |
0,49 |
12,2 |
0,98 |
|
45 |
7,4 |
0,62 |
13,3 |
1,07 |
|
50 |
8,5 |
0,78 |
14,4 |
1,18 |
|
55 |
9,6 |
0,97 |
15,5 |
1,32 |
|
60 |
10,7 |
1,18 |
16,6 |
1,49 |
|
70 |
13,5 |
1,72 |
- |
- |
|
80 |
15,8 |
2,44 |
- |
- |
|
90 |
18,1 |
3,44 |
- |
- |
|
100 |
20,9 |
4,78 |
- |
- |
Период разогрева принят равным 1 часу.
В случае, если предприятие не имеет пара для технологических нужд, в качестве теплоносителя используют перегретую воду. Задание выдается на теплопотребление в ккал из расчета замера 1 кг пара =540 ккал.
5.4. Расход электроэнергии
Годовой расход электроэнергии по объекту (цеху, участку и т.п.) определяется расчетом по формулам:
для активной электроэнергии
|
Wr=Рн·Ки·а·Фр кВт.ч |
(20) |
для реактивной электроэнергии
|
Vr=Рн·Ки·tgj ·а·Фр кВAp.ч |
(21) |
где а - годовой коэффициент энергоиспользования, применяемый в соответствии со значениями, приведенными в отраслевых инструкциях;
Рн - номинальная (установленная) мощность токоприемников;
Ки - коэффициент использования, применяется по соответствующей группе токоприемников (см. таблицу 39);
tgj - определяется для соответствующей группы токоприемников (см. таблицу 39);
Фр - годовой фонд работы оборудования.
Для укрупненных расчетов при отсутствии данных по коэффициенту а, годовой расход электроэнергии может быть определен по максимальной расчетной нагрузке и годовому количеству часов использования максимальной нагрузки по следующим формулам:
для активной электроэнергии
|
Wr=PM ·TM , кВт.ч |
(22) |
для реактивной электроэнергии
|
Vr=QM ·TMP ,кВAp.ч |
(23) |
где:
PM = Рн ·Кc- максимальная расчетная активная нагрузка определяется по номинальной (установочной) мощности токоприемников Рн и коэффициенту спроса Кc (см. табл.39)
QM= PM ·tgj - максимальная расчетная реактивная нагрузка (значение tgj см. табл.39)
TM и TMP - соответственное годовое количество часов использования максимумов активной и реактивной нагрузок (см.табл.38).
Годовой расход электроэнергии по осветительным установкам подсчитывается по формуле:
|
Wr=Kc ·PH ·TM, кBт.ч |
(24) |
где:
PH - суммарная установленная мощность осветительных электроприемников;
Kc - коэффициент спроса (см.табл.39).
Годовое время использования максимума электрических нагрузок приводится в табл.38.
Таблица 38
|
Число смен |
Величины значений TM и TMP в часах |
||||
|
для силовых нагрузок |
для рабочего освещения и аварийного при продолжении работы |
для аварийного освещения при эвакуации |
|||
|
при наличии естественного света |
при отсутствии естественного света |
при наличии естественного света |
при отсутствии естественного света |
||
|
1 |
1600 |
700-850 |
|
|
|
|
2 |
3200 |
2250 |
4800 |
8760 |
|
|
3 |
4700 |
4150 |
|
|
|
Примечания. 1. Годовое число часов использования освещения дано при пятидневной рабочей неделе с двумя выходными днями для географических широт от 45 до 65°
2. В таблице приведены данные для активных нагрузок, для реактивных нагрузок указанные данные следует увеличить на 10%.
Значения коэффициентов Kн , cosj и Kc приводятся в табл.39
Таблица 39
|
Наименование групп однотипных приемников и потребителей электроэнергии |
Коэффициенты |
||
|
Использования Kн |
мощности cos j tgj |
спроса Kc |
|
|
Металлорежущие станки |
|
|
|
|
Металлорежущие станки мелкосерийного производства с нормальным режимом работы: мелкие токарные, строгальные, долбежные, фрезерные, сверлильные, карусельные, точильные и др. |
0,12-0,14 |
0.4-0,5 2,29-1,73 |
0,14-0,1 |
|
То же при крупносерийном производстве |
0,16 |
0.5-0.6 1,73-1,33 |
0,2 |
|
То же при тяжелом режиме работы: штамповочные прессы, автоматы, револьверные, обдирочные, зубофрезерные, а также крупные токарные, строгальные, фрезерные, карусельные и расточные станки |
0,17 |
0.65 1,17 |
0,25 |
|
То же с особо тяжелым режимом работы: очистные барабаны, установки подводного полирования |
0,2-0,24 |
0.65 1,17 |
0,35-0,4 |
|
Многошпиндельные автоматы для изготовления деталей из прутка |
0,2 |
0,5 1,73 |
0,23 |
|
|
|||
|
Шлифовальные станки шарикоподшипниковых заводов |
0,2-0,35 |
0,65 1,17 |
0,25-0,4 |
|
Стенды сборочных цехов |
0,08 |
0,5 1,73 |
0,1 |
|
Автоматические поточные линии обработки металлов |
0,5-0,6 |
0,7. 1,0 |
0,5-0,6 |
|
Переносной электроинструмент |
0,06 |
0,5 1,73 |
0,1 |
|
Лабораторное оборудование |
0,2 |
0.65 1,17 |
0,3 |
|
Подъемно-транспортные механизмы |
|
|
|
|
Элеваторы,транспортеры, шнеки, конвейеры не сблокированные |
0,4 |
0.75 0,88 |
0,5 |
|
То же сблокированные |
0,55 |
0,75 0,88 |
0,65 |
|
Краны, тельферы при ПВ-25% |
0,05 |
0,5 1,73 |
0,1 |
|
То же при ПВ-40% |
0,1 |
0.5 1,73 |
0,2 |
|
Прочее оборудование |
|
|
|
|
Насосы, компрессоры, двигатели-генераторы |
0,7 |
0,8 0,75 |
0,75 |
Примечания к разделу:
1. Необходимые данные по эксплуатационной безопасности приводятся в разделе норм "Требования безопасности труда, производственная санитария, основные требования и мероприятия по взрыво и пожароопасности.
2. Необходимые данные по экологической безопасности создания благоприятных условий труда работающих приводятся в разделе норм "Охрана окружающей природной среды".
6. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ТРУДА, ПРОИЗВОДСТВЕННАЯ
САНИТАРИЯ, ОСНОВНЫЕ ТРЕБОВАНИЯ И МЕРОПРИЯТИЯ
ПО ВЗРЫВО И ПОЖАРОБЕЗОПАСНОСТИ
При проектировании механообрабатывающих и сборочных цехов следует руководствоваться действующими государственными и отраслевыми стандартами "Система стандартов безопасности труда", инструкциями и правилами проектирования, а также правилами техники безопасности, взрывопожарной и пожарной безопасности и производственной санитарии по отдельным видам производств.
6.1.Требования безопасности к технологическим процессам
Технологические процессы механической обработки металлов резанием и сборки, предусматриваемые при проектировании (реконструкции) механообрабатывающих и сборочных цехов должны обеспечивать безопасность работающих, безвредные условия труда и соответствовать требованиям безопасности по ГОСТ 12.3.025-80, ГОСТ 12.3.028-82, ГОСТ 12.1.004-91, ГОСТ 12.3.002-75, ГОСТ 12.1.019-79, ГОСТ 12.2.003-91, ГОСТ 12.2.007.0-75, ГОСТ 12.3.020-80, ГОСТ 12.3.009-76.
Требования безопасности должны выполняться на протяжении всего технологического процесса, включая операции технического контроля, перемещения (транспортирования), межоперационного хранения (складирования), обработки и уборки технологических отходов производства.
СОЖ, моющие средства и масла, предусматриваемые при обработке резанием, должны иметь соответствующее согласование с органами санэпидемнадзора.
При проектировании механообрабатывающих и сборочных цехов необходимо предусматривать применение наименее токсичных негорючих веществ и составов для мойки и обезжиривания заготовок, деталей, изделий.
Применяемые процессы перемещения грузов (погрузка, разгрузка, транспортирование, промежуточное складирование, устройство транспортных путей) должны соответствовать требованиям безопасности по ГОСТ 12.3.020-80.
Масса поднимаемого и перемещаемого станочником груза (заготовки, приспособления и др.) не должна превышать для мужчин - 20 кг, для женщин - 7 кг.
В проектной документации механообрабатывающих и сборочных цехов должны быть приведены опасные и вредные производственные факторы, которые могут проявляться при осуществлении соответствующих технологических процессов, их краткую характеристику (вид, характер действия, возможные последствия), предельно допустимые уровни или предельно допустимые концентрации в соответствии со стандартами ССБТ, санитарными нормами и др. документами, методы их контроля, а также методы и средства защиты работающих от действия опасного и вредного производственного фактора.
6.2. Требования безопасности к размещению оборудования в производственных помещениях.
Размещение производственного оборудования, заготовок, материалов, полуфабрикатов, готовой продукции и отходов производства в помещениях должно способствовать обеспечению:
- безопасности труда и удобства ведения работ при монтаже (демонтаже), эксплуатации и ремонте оборудования;
- свободного и безопасного перемещения работающих во время смен, перерывов и быстрой эвакуации их в экстренных случаях, а также кратчайших подходов к рабочим местам, как правило, не пересекающих транспортные пути;
- кратчайших путей движения предметов труда и производственных отходов с исключением встречных грузопотоков;
- возможности свободной и удобной замены оборудования.
Проезды должны приниматься в соответствии с требованиями настоящих норм.
На роботизированных участках рабочие места (рабочие зоны) не должны полностью или частично совмещаться с зонами действия роботов и (или) их исполнительных органов. Рабочее пространство роботов следует ограждать согласно ГОСТ 12.2.072-82.
Рабочие зоны ГПС должны быть ограждены.
Необходимо предусматривать ограждение технологических люков, приямков и проемов в полу, предназначенных для межэтажных передач грузов.
Посадочные площадки должны быть расположены, как правило, со стороны, противоположной троллеям.
Каждый кран должен иметь свое место для остановки на время ремонта, совмещенное с посадочной площадкой.
Нельзя устанавливать краны над производственными и другими помещениями, в которых могут находиться люди, магнитные и грейферные краны.
При установке кранов в многоэтажных зданиях меры безопасности должны быть определены при проектировании и согласованы с заказчиком.
Зарядка аккумуляторов робокара в помещении категории "Д" возможна без съема их с робокара при условии низкой концентрации выделяющегося при зарядке водорода, т.е. в помещении большого объема, что подтверждается расчетом (см. ОНТП 24-86). В противном случае батарея аккумуляторов снимается с робокара и заряжается в зарядном помещении (категория помещения "А").
6.3. Требования безопасности к объемно-планировочным решениям
Размещение различных производств в одном корпусе следует предусматривать в соответствии со СНиП 2.09.02-85.
Помещения в цехах и на участках обработки резанием, пребывание в которых связано с опасностью для здоровья работающих, должны быть отделены от других помещений изолирующими перегородками, иметь местную вытяжную вентиляцию.
Проемы в стенах производственных помещений, предназначенные для транспортировки материалов, заготовок, полуфабрикатов, готовых деталей и отходов производства должны быть оборудованы устройствами (коридоры, тамбуры, завесы), исключающими сквозняки, а также распространение пожара (автоматически закрывающиеся двери, задвижки, заслонки и др.).
При разработке планов расположения оборудования необходимо выделять места для межоперационного складирования и размещения запасов заготовок, материалов, полуфабрикатов, готовой продукции отходов производства, технологической тары и т.п.
Материалы, заготовки и изделия у станков и рабочих мест должны быть уложены на стеллажи высотой не более 1700 мм от пола.
6.4. Электробезопасность
Электробезопасность должна обеспечиваться выполнением требований ГОСТ 12.1.019-79.
Технологическое, подъемно-транспортное оборудование, электросети, КИП, автоматика, устанавливаемые в цехе, должны отвечать требованиям Правил устройства электроустановок (ПУЭ).
6.5. Требования безопасности к технологическому оборудованию
Технологические источники вредных выделений (оборудование для промывки, станки электроэрозионной обработки оборудование для обработки бериллия и его сплавов и др.) должны быть максимально герметизированы или иметь местные укрытия, в которых с помощью вытяжной вентиляции необходимо создавать разрежение, препятствующее выделению вредностей из укрытия.
Технологическое оборудование и трубопроводы, а также обслуживающий персонал, связанный с обработкой, приемом и размещением веществ, являющихся диэлектриками (жидкостей, газов и паров), должны быть защищены от статистического электричества в соответствии с действующими "Правилами защиты от статического электричества в производствах химической, нефтехимической и нефтеперерабатывающей промышленностях".
При использовании технологического оборудования следует руководствоваться ГОСТ 12.3.003-86, ГОСТ 12.2.009-80.
При проектировании участков, в которых применяются ультразвуковые установки, необходимо учитывать требования "Санитарных норм и правил при работе на промышленных ультразвуковых установках".
6.6. Производственная санитария
В производственных помещениях оптимальные и допустимые нормы температуры, относительной влажности и скорости движения воздуха в рабочей зоне должны соответствовать ГОСТ 12.1.005-88 в случаях, если технологический процесс не требует специальных метеорологических условий.
В случаях, когда для выполнения технологического процесса требуются специальные метеорологические условия, следует руководствоваться настоящими нормами (раздел 5).
Основными вредными производственными факторами в механических и сборочных цехах являются пары смазочно-охлаждающих жидкостей (СОЖ) и технологических смазок (ТС), абразивная и металлическая пыль, выделяющиеся в процессе обработки металлов резанием. В сборочных цехах на сварочных постах выделяются сварочные аэрозоли.
Предельно допустимые концентрации вредных веществ в воздухе рабочей зоны должны соответствовать требованиям ГОСТ 12.1.005-88 и "Предельно допустимым концентрациям вредных веществ в воздухе рабочей зоны" (N 4617-88, утвержденным Минздравом СССР).
Местные вытяжные системы, удаляющие от станков сухую пыль и аэрозоль СОЖ, должны быть раздельными. Местные отсосы от станков мокрой шлифовки должны быть снабжены капле уловителями (сепараторами).
Проектирование вентиляции производственных участков и помещений следует производить в соответствии с требованиями СНиП 2.04.05-91.
Санитарное содержание производственных помещений должно включать ежедневную влажную уборку и ежедневную отмывку полов, загрязненных маслами, СОЖ и техническими смазками (ТС), а также ежеквартальную очистку осветительной аппаратуры и остекления с помощью допустимых к употреблению моющих средств.
При работе с СОЖ и моющими растворами необходимо использовать защитные мази и пасты согласно "Санитарным правилам при работе со смазочно-охлаждающими жидкостями и технологическими смазками".
Для оптимизации условий отдыха должны предусматриваться специальные помещения и комнаты психофизиологической разгрузки. Устройство и оборудование комнат должно соответствовать требованиям "Санитарных норм проектирования производственных объектов".
6.7. Требования к освещению
При проектировании механических и сборочных цехов должны быть учтены требования к естественному и искусственному освещению СНиП II-4-79 и "Отраслевых норм искусственного освещения основных цехов станкостроительной и инструментальной промышленности", Москва, 1965 год.
Коэффициент естественной освещенности (КЕО) на рабочих поверхностях должен соответствовать требованиям ГОСТ 12.3.025-80.
В помещениях, где выполняются работы на металлорежущих станках, необходимо предусматривать возможность обеспечения чистки световых проемов и светильников не менее 2-4 раз в год согласно СНиП.
6.8. Параметры вибрации
Для проектирования механических и сборочных цехов необходимо обеспечить требования "Санитарных норм вибрации рабочих мест".
Допустимые величины параметров вибрации на рабочих местах должны соответствовать ГОСТ 12.1.012-90.
Защита от вибрации обеспечивается в основном установкой оборудования на виброопоры или на виброизолированные фундаменты в зависимости от массы станка и необходимой точности обработки.
6.9. Допустимые уровни звукового давления
Нормируемыми параметрами постоянного шума в расчетных точках следует считать уровни звукового давления a в дБ октавных полосах частот со среднегеометрическими частотами 31,5; 63; 125; 250; 500; 1000;
2000; 4000 и 8000 Гц.
Нормируемыми параметрами непостоянного шума в расчетных точках следует считать эквивалентные (по энергии) уровни звука aА экв. в дБА.
Нормируемые параметры шума определяются расчетом по методике, изложенной в СНиП II-12-77.
Допустимые уровни звукового давления в октавных полосах частот, уровни звука и эквивалентные уровни звука на рабочих местах в производственных помещениях и на территории предприятий, учреждений и организаций приняты в соответствии с ГОСТ 12.1.003-83 и приведены в табл.40.
Таблица 40
|
Наименование помещений и рабочих мест |
Уровни звукового давления, дБ, в октавных полосах со среднегеометрическими частотами, Гц |
Уровни звука и эквивалентные уровни звука, дБА |
||||||||
|
31,5 |
63 |
125 |
250 |
500 |
1000 |
2000 |
4000 |
8000 |
||
|
Рабочие места в помещениях цехового управленческого аппарата, в рабочих комнатах конструкторских помещений |
93 |
79 |
70 |
63 |
58 |
55 |
52 |
50 |
49 |
60 |
|
Кабинеты и помещения наблюдения и дистанционного управления: |
|
|
|
|
|
|
|
|
|
|
|
с речевой связью по телефону |
96 |
83 |
74 |
68 |
63 |
60 |
57 |
55 |
54 |
65 |
|
без речевой связи по телефону |
103 |
91 |
83 |
77 |
73 |
70 |
68 |
66 |
64 |
75 |
|
Помещения и участки точной сборки |
96 |
83 |
74 |
68 |
63 |
60 |
57 |
55 |
54 |
65 |
|
Производственные помещения механообрабатывающих и сборочных цехов |
107 |
95 |
87 |
82 |
78 |
75 |
73 |
71 |
69 |
80 |
При разработке технологических процессов, проектировании производственных зданий и сооружений, а также при организации рабочего места следует принимать все необходимые меры по снижению шума, воздействующего на человека на рабочих местах, до значений, не превышающих допустимые, указанные в табл.40.
Рекомендуются следующие мероприятия по шумоглушению:
- применение малошумных технологических процессов;
- оснащение шумных машин средствами дистанционного управления и контроля;
- рациональное размещение технологического оборудования, машин и механизмов, рабочих мест;
- рациональное акустическое планирование зон и режимов движения транспортных средств и транспортных потоков;
- применение средств звукоизоляции, звукопоглощения, виброизоляции, демпфирования, глушителей шума.
6.10. Основные требования и мероприятия по взрыво и пожаробезопасности
Технологические процессы, размещаемые в производственных зданиях, должны быть взрывобезопасными и удовлетворять требованиям ГОСТ 12.1.010-76.
Категория помещений по взрывоопасной и пожарной опасности и класс помещения (зоны) по "Правилам устройств электроустановок" (ПУЭ) принимается по отраслевым "Перечням категорий помещений по взрывопожарной и пожарной опасности, классов взрывоопасных и пожароопасных зон". В случае отсутствия категории помещения и классов зон в отраслевых перечнях следует делать расчет категории помещения по ОНТП 24-86 МВД СССР.
Определение помещений, подлежащих оборудованию автоматическими средствами пожаротушения и пожарной сигнализации, следует принимать по отраслевым нормам.
При разработке компоновочных планов и планов расположения оборудования эвакуацию людей следует предусматривать в соответствии со СНиП 2.01.02-85*, СНиП 2.09.02-85*, СНиП 2.09.04-87*, СНиП 2.11.01-85*.
Для предотвращения разлива масла, вокруг каждой единицы оборудования (станка), в которых находятся горючие жидкости в системах смазки, охлаждения и гидропривода в количествах более 60 кг, необходимо предусматривать устройство бортиков (поддонов) на расстоянии 500 мм от оборудования и высотой 50 мм (или приямков для слива горючих жидкостей в аварийных ситуациях), если они не предусмотрены в конструкторской документации.
Для предотвращения возникновения взрыво и пожарных ситуаций необходимо в проекте предусмотреть специальную тару для транспортировки взрывоопасных веществ (легковоспламеняющиеся жидкости (ЛВЖ): спирт, бензин, керосин, уайт-спирит и др.), доставляемых на рабочие места. Работа в ЛВЖ должна производиться в вытяжных шкафах, оборудованных вентиляцией, согласно ГОСТ 12.1.004-91.
Текущий запас легковоспламеняющихся жидкостей (ЛВЖ) и горючих жидкостей (ГЖ) должен храниться в специальных кладовых, оборудованных в соответствии с требованиями норм и технических условий проектирования складских помещений и хозяйств для хранения ЛВЖ и ГЖ (СНиП 2.01.02-85).
Запас ЛВЖ и ГЖ не должен превышать суточной потребности. ЛВЖ и ГЖ должны выдаваться для работы в количествах, не превышающих потребность одной смены и в специальной таре, исключающей искрообразование, с плотно закрывающимися крышками. Хранить и оставлять указанные жидкости в рабочем помещении цеха после работы запрещается.
В помещениях, где применяются ЛВЖ и ГЖ, необходимо предусматривать аварийную вентиляцию и ее блокировку с работой оборудования.
В отдельных случаях, если это необходимо по условиям технологического процесса, оборудование, связанное с применением ЛВЖ, разрешается располагать в общем потоке производства, не отгораживая его стенами.
Такие помещения следует считать взрывоопасными в сфере радиусом 5 м (по вертикали и горизонтали) от открытых проемов оборудования.
Должна быть предусмотрена вытяжная вентиляция от оборудования в соответствии со СНиП 2.04.05-91 и блокировка, обеспечивающая остановку технологического процесса при отключении вытяжной вентиляции. Помещение за пределами взрывоопасной зоны следует считать невзрывоопасным, если нет других факторов, создающих в нем взрывоопасность.
Чистый и использованный обтирочный материал (концы, ветошь и др.) должны храниться раздельно в плотно закрывающейся металлической таре, в специально отведенных местах.
Проектирование внутренних и наружных сетей противопожарного водопровода необходимо проводить в соответствии со СНиП 2.04.01-85, СНиП 2.04.02-84.
Пожарную автоматику зданий и сооружений следует проектировать в соответствии со СНиП 2.04.09-84.
6.11. Распределение рабочих по группам санитарной характеристики производственных процессов
Санитарно-бытовые помещения для работающих, занятых непосредственно на производстве, должны проектироваться в зависимости от групп производственных процессов.
Санитарно-бытовое обеспечение работающих должно соответствовать СНиП 2.09.04-87*.
Распределение рабочих механообрабатывающих и сборочных цехов по группам санитарной характеристики производственных процессов согласно СНиП 2.09.04-87* приводится в табл.41.
Таблица 41
|
Распределение профессий рабочих по санитарным характеристикам |
Группа производственных процессов |
Вид загрязнения рабочего |
|
1. Процессы, вызывающие загрязнение веществами 3 и 4-го классов опасности: |
1 |
|
|
1.1. Станочники на станках без применения смазочно-охлаждающих жидкостей (кроме обработки чугуна); операторы пультов управления станков с механизированным и автоматизированным транспортом; операторы станков с программным управлением; слесари-сборщики прецизионных узлов и устройств; слесари-сборщики станков (машин) и контрольно-измерительных приборов и автоматов; настройщики-регулировщики станков с ЧПУ; машинисты кранов |
16 |
Загрязнение тела и спецодежды |
|
1.2. Станочники (токари, фрезеровщики, шлифовальщики, заточники и автоматчики, зуборезчики, резьбофрезеровщики, зубошлифовщики, рабочие на протяжных и электроэрозионных станках) с применением охлаждающих жидкостей на водной и масляной основе; станочники по обработке деталей из чугуна; граверы; градуировщики; доводчики-притирщики; шабровщики; наладчики автоматических линий и станков; разметчики; слесари; слесари-испытатели агрегатов и узлов; слесари-монтажники и испытатели по гидроагрегатам; кладовщики вспомогательных материалов; стропальщики; уборщики производственных помещений |
1в |
Загрязнение тела и спецодежды, удаляемое с применением специальных моющих средств |
|
2. Процессы, протекающие при избытке явного тепла или при неблагоприятных метеорологических условиях: |
2 |
|
|
2.1. Мойщики деталей водными растворами 3 и 4-го классов опасности; испытатели на герметичность |
2в |
Загрязнение, связанное с воздействием влаги, вызывающее намокание спецодежды |
|
3. Процессы, вызывающие загрязнение веществами 1 и 2-го классов опасности, а также веществами, обладающими стойким запахом: |
3 |
|
|
3.1. Рабочие на станках по обработке бериллиевых сплавов; пропитчики и склейщики эпоксидными компаундами; слесари-сборщики (с протиркой и мойкой деталей ЛВЖ); мойщики деталей в щелочных растворах. |
3б |
Загрязнение тела и спецодежды |
Примечания.
1. Классы опасности вредных веществ принимаются по ГОСТ 12.1.005-88.
2. Номенклатура профессий принимается в соответствии с единым тарифно-квалификационным справочником и общероссийским классификатором профессий рабочих.
3. При расчете специальных санитарно-бытовых помещений и устройств служащих и работников ОТК, занятых непосредственно на производственных участках, следует относить к той же группе производственных процессов, что и рабочих этих участков.
Если указанные работники обслуживают целиком все подразделения, состоящие из участков с различными санитарными характеристиками производственных процессов, их следует относить к группе, к которой относится участок с наихудшими условиями труда рабочих.
4. В отдельных случаях группы производственных процессов могут уточняться с учетом специфики отраслей.
7. ОХРАНА ОКРУЖАЮЩЕЙ ПРИРОДНОЙ СРЕДЫ
Намечаемые проектные решения должны обеспечивать предотвращение ухудшения состояния окружающей природной среды, снижая его до уровня, регламентированного соответствующими нормами, правилами, стандартами, а при их отсутствии - ограничениями по использованию природных ресурсов.
Принятие экологически обоснованных решений должно базироваться на детальном анализе информации об окружающей природной среде и условиях жизни местного населения.
Источниками исходной информации могут быть фондовые материалы территориальных органов контроля и надзора за состоянием природной среды, литературные данные научных организаций и ведомств, материалы статистической отчетности, данные режимной сети наблюдений и контроля, специальные инженерные изыскания, расчеты и модели прогноза.
Состав информации, необходимый для экологического обоснования проектных решений:
- климатическая, морфологическая, гидрологическая и геологическая характеристики территории;
- фоновое загрязнение атмосферы, в т.ч. химическое, шумовое, радиационное;
- потенциальное загрязнение атмосферы;
- характеристика использования поверхностных и подземных вод;
- фоновое значение показателей качества поверхностных и подземных вод, включая грунтовые;
- величина инфильтрационного питания, химический состав инфильтрующихся вод;
- гидробиологический режим;
- рыбохозяйственная характеристика водоема;
- состояние почвенного покрова и характеристика его загрязнения;
- наличие особо охраняемых территорий;
- характеристика растительного и животного мира;
- демографическая ситуация;
- ситуационный план зоны воздействия объекта с указанием промышленных, селитебных территорий сельхозугодий, особо охраняемых территорий, зон ограниченного использования;
- карты-схемы современного экологического состояния и на перспективу.
В ТЭО должна проводиться детальная проработка проектных решений места размещения объекта: анализ положительных и отрицательных последствий намечаемой хозяйственной деятельности экологического, социального и экономического характера, обоснование мероприятий, необходимых для обеспечения экологической безопасности населения, прогнозируемых изменений окружающей природной среды, т.е. оценка воздействия на окружающую среду (ОВОС).
Радикальное решение проблем охраны окружающей среды возможно при широком применении безотходных и малоотходных технологий. Малоотходная и безотходная технология должны обеспечить:
- комплексную переработку сырья с использованием всех его компонентов на базе создания новых безотходных процессов;
- создание и выпуск новых видов продукции с учетом требований повторного ее использования;
- переработку отходов производства и потребления с получением товарной продукции или любое полезное их использование без нарушения экологического равновесия;
- использование замкнутых систем промышленного водоснабжения.
В механообрабатывающих цехах разработка малоотходных техпроцессов связана прежде всего с необходимостью увеличения коэффициента использования металла.
В области обработки материалов резанием необходимо предусматривать применение метода иглофрезерования, при котором образуется значительно меньше пыли. Иглофрезерование эффективно при удалении с поверхности металлов ржавчины неравномерной глубины, позволяет заменить такой вредный химический процесс, как травление.
На шлифовальных и заточных операциях перспективно применение алмазно-абразивных инструментов и кругов из нового синтетического материала - эльбора, что способствует уменьшению количества абразивного шлама и удлиняет сроки замены СОЖ, содержащих вредные вещества.
Необходимо предусматривать замену процессов резания процессами пластического деформирования металлов, позволяющими сэкономить металл на 10-35%.
Важными направлениями экологизации производства в механообрабатывающих и сборочных цехах следует считать:
- совершенствование технологических процессов и разработку нового оборудования с меньшим уровнем выбросов примесей и отходов в окружающую среду;
- замену производств с токсичными отходами на производства с нетоксичными отходами;
- замену неутилизируемых отходов на утилизируемые;
- широкое применение средств для очистки газовых выбросов, сточных вод, шумо - и виброзащиты;
- рациональное с точки зрения экологии размещение источников загрязнений.
7.1. Охрана атмосферного воздуха от загрязнения
Механическая обработка металлов на станках сопровождается выделением пыли, стружки, туманов масел и эмульсий, которые через вентиляционную систему выбрасываются из помещения.
В табл.42 приведено количество паров воды, туманов масел и эмульсий, выделяющихся за 1 ч при работе станков в расчете на 1 кВт мощности устанавливаемых на станках электродвигателей.
Таблица 42
|
Оборудование |
Масса, г |
||
|
Пары воды |
Масляный туман |
Туман эмульсола |
|
|
Металлорежущие станки при масляном охлаждении
|
- |
0,2 |
|
|
Металлорежущие станки при эмульсионном охлаждении
|
150 |
- |
0,0063 |
|
Шлифовальные станки при охлаждении эмульсией и содовым раствором
|
150 |
- |
0,165 |
|
Шлифовальные станки при охлаждении маслом |
- |
30 |
- |
Пыль, образующаяся в процессе абразивной обработки, состоит на 30-40% из материала абразивного круга, на 60-70% из материала обрабатываемого изделия. Количество выделяющейся пыли зависит от размеров и твердости обрабатываемого материала, диаметра и окружной скорости круга, а также способа подачи изделия. Количество выделяющейся пыли приводится в табл.43.
Таблица 43
|
Наименование станочного оборудования |
Диаметр круга, мм |
Выделяющиеся вредные вещества |
|
|
Вид пыли |
Количество, г/с на единицу оборудования |
||
|
Станки кругло шлифовальные |
150 |
металлическая и абразивная |
0,028 |
|
|
300 |
То же |
0,050 |
|
|
350 |
То же |
0,053 |
|
|
400 |
То же |
0,060 |
|
|
600 |
То же |
0,090 |
|
|
750 |
То же |
0,094 |
|
|
900 |
То же |
0,098 |
|
Станки плоскошлифовальные |
175 |
То же |
0,069 |
|
|
250 |
То же |
0,076 |
|
|
350 |
То же |
0,083 |
|
|
400 |
То же |
0,097 |
|
|
450 |
То же |
0,146 |
|
|
500 |
То же |
0,189 |
|
Станки бесцентрово-шлифовальные |
30-100 |
То же |
0,013 |
|
|
395-500 |
|
0,019 |
|
|
480-600 |
То же |
0,025 |
|
Станки зубо- и резьбошлифовальные |
75-200 |
То же |
0,013 |
|
|
400 |
|
0,018 |
|
Станки внутришлифовальные |
5-20 |
То же |
0,019 |
|
|
10-50 |
То же |
0,023 |
|
|
17-80 |
То же |
0,033 |
|
|
40-150 |
То же |
0,047 |
|
|
125-200 |
То же |
0,063 |
Значительное выделение пыли наблюдается при механической обработке стеклопластиков, графита и других неметаллических материалов. Так, при обработке текстолита, стеклопластика, карболита и органического стекла выделения пыли составляют (г/с на единицу оборудования):
|
Обработка текстолита на станках: |
|
|
токарных |
0,013-0,022 |
|
фрезерных |
0,027-0,033 |
|
зубофрезерных |
0,005-0,010 |
|
Раскрой стеклоткани на ленточном станке |
0,002-0,005 |
|
Обработка карболита на станках: |
|
|
токарных и расточных |
0,011-0,022 |
|
фрезерных |
0,050-0,077 |
|
сверлильных |
0,010-0,013 |
|
Резание органического стекла дисковыми пилами |
0,222-0,263 |
В вентиляционный воздух на участках пайки и лужения выделяются токсичные газы (оксид углерода, фтористый водород), аэрозоли (свинец и его соединения) и т.п. Удельные выделения аэрозоля свинца (размер частиц 0,7-7 мкм) при лужении и пайке оловянно-свинцовыми припоями ПОС-40 и ПОС-61 составляют:
|
Пайка электропаяльниками мощностью 20-60 Вт |
0,02-0,04 мг/100 паек |
|
Лужение погружением в припой (отнесено к поверхности ванны) |
300-500 мг/(м2-ч) |
Применение в механосборочных цехах нашла индукционная пайка и наплавка на установках ТВЧ. В таблице 44 приведены данные о выделении вредных веществ при этих видах пайки и наплавки.
Данные о выделении вредных веществ при этих видах пайки и наплавки
Таблица 44
|
Наименование |
Вид и марка наплавочного материала и припоя |
Выделяющиеся вредные вещества |
||||||||||
|
единица измерения |
Углерода оксид |
азота оксид |
серы диоксид |
общее кол-во пыли |
В том числе |
|||||||
|
железа оксид |
марганца оксид |
цинка оксид |
меди оксид |
ангидрид борный |
кремния диоксид |
|||||||
|
Индукционная наплавка на установках ТВ4* |
Порошки (шихта) марок ПГ-УС-25 |
г/кг наплавля-емого порошка (шихты) |
0,395 |
- |
- |
1,25 |
0,132 |
0,01 |
- |
- |
1,044 |
0,11 |
|
|
ПГ-С1 |
|
0,312 |
- |
- |
0,35 |
0,413 |
0,03 |
- |
- |
0,270 |
0,02 |
|
|
ПГ-С27 |
|
0,600 |
- |
- |
2,64 |
0,638 |
- |
- |
- |
0,540 |
0,39 |
|
Индукционная пайка соединений стальных деталей на установках ТВЧ |
Припой - бура Присадочный материал латунные кольца |
г/с |
0,0045 |
0,0029 |
0,0011 |
0,004 |
- |
- |
0,00006 |
0,00001 |
0,0036 |
- |
|
Индукционная наплавка медными припоями на установках ТВЧ |
Припой -медные сплавы |
То же |
- |
- |
- |
0,00083 |
- |
- |
- |
0,0019 |
- |
- |
* Текст соответствует оригиналу.
Удельные выделения летучих вредных веществ при работе с клеевыми материалами и эпоксидными смолами приведены в табл.45.
Таблица 45
|
Наименование материала |
Марка клея или смолы |
Выделяющиеся вредные вещества |
|
|
наименование |
количество г/кг клеевого материала или смолы |
||
|
Клей |
ЭПКТ, ЭПК, К-153, |
Эпихлоргидрин |
400 |
|
|
ЭА, АЭД-1, КВС-31, |
|
|
|
|
КВС-32, КВС-20, |
амины |
|
|
|
КВС-21, КВС-22 |
ацетон |
|
|
|
|
толуол |
|
|
|
К-17, ВИАМ-Б-3 |
формальдегид |
1,2 |
|
|
БФ-2, БФ-4, БФ-6, |
фенол |
14,8 |
|
|
бакелитовый |
спирт этиловый |
15,0 |
|
|
|
этанол |
11,5 |
|
|
Эпоксидные ЭГ-9, ЭГ-20, МП, ПЭД-Б, ФЭП |
эпикхлоргидрин мегиленхлорид эпих-хлоргидрин циклогексанон амины |
160,0 38,0 |
|
|
Капроновый |
кислота муравьиная ацетон |
40,0 |
|
|
КС-609, ВАК-А, циакрин ЭА-Л |
эфир бутиловый метакриловой кислоты диметилапилин этилцеллозолы уайт-спирит эфир метиловый метакриловой кислоты |
0,60 |
|
Клей |
88-Н, 88-ИП, 88-ИС, 88-С, 51-К-1, 51-К-1С |
фенол, формальдегид, дихлорэтан, этил ацетат бензин |
540,0 |
|
|
ДФК-4С |
формальдегид |
5,00 |
|
|
идс |
формальдегид |
0,25 |
|
|
|
фенол |
330,00 |
|
Смолы эпоксидно-диановые |
ЭД-22
|
эпихлоргидрин толуол
|
4,0
|
|
|
ЭД-20 |
То же |
9,0 |
|
|
ЭД-16 |
То же |
0,6 |
|
|
ЭД-14 |
То же |
0,6 |
|
|
ЭД-10 |
То же |
0,6 |
|
|
ЭД-8 |
То же |
0,6 |
Основными источниками шума являются машины, механизмы, средства транспорта, системы вентиляции, кондиционирования, воздушного отопления и другое оборудование. Шумовые характеристики источников шума следует выбирать из стандартов, технических условий, паспортов, руководств (инструкций) по эксплуатации, каталогов. Значения предельно допустимых шумовых характеристик оборудования следует устанавливать исходя из требований обеспечения на рабочих местах допустимых уровней шума в соответствии с основным назначением оборудования и требованиями ГОСТ 12.1.003-83.
Нормальное состояние воздушной среды в производственных помещениях обеспечивается выполнением комплекса технологических, строительных и санитарно-технических мероприятий.
Технологические мероприятия по охране атмосферного воздуха должны предусматривать:
- замену вредных веществ в производстве менее вредными, сухих способов переработки пылящих материалов - мокрыми;
- применение прогрессивной технологии производства с меньшим уровнем выбросов вредных веществ;
- максимально возможную герметизацию пылящего технологического и транспортного оборудования и устройство специальных укрытий у всех мест пылеобразования;
- устройство аспирации укрытий оборудования при шлифовальных, заточных, обдирочных операциях, при обработке чугуна, графита, пластмассы, дерева, применении СОЖ, концентрации аэрозолей которых в рабочей зоне превышают предельно допустимые значения, электроэрозионной обработке и др. вредных процессов;
- эффективную очистку воздуха аспирационными системами перед выбросом в атмосферу;
- блокировку аспирационных систем с технологическим оборудованием и автоматизацию устройств по увлажнению материала и гидрообеспыливанию;
- устройство приточной вентиляции с эффективным воздухораспределением;
- применение регулярной беспыльной уборки помещений и оборудования от осевшей пыли;
- объединение мелких выбросов в крупные централизованные устройства;
- увеличение единичной мощности агрегатов при одинаковой суммарной производительности;
- сокращение неорганизованных выбросов;
- контроль за выбросами вредных веществ и за своевременным внедрением мероприятий по защите атмосферного воздуха.
Мероприятия по снижению шума на площадках промышленных предприятий, а также на территории жилой застройки, прилегающей к предприятию, следует предусматривать прежде всего при разработке планировочных, технологических и архитектурно-строительных решений.
Защиту от шума следует выполнять в соответствии с ГОСТ 12.1.003-83 и СНиП II-12-77.
Степень опасности загрязнения атмосферного воздуха характеризуется наибольшим рассчитанным значением концентрации вредного вещества, содержащегося в выбросах предприятий при неблагоприятных метеорологических условиях. Расчет концентраций следует производить по схемам нормативного документа ОНД-86 Госкомгидромета.
На основания результатов расчетов концентраций составляется перечень загрязняющих атмосферу веществ, выбросы которых могут быть предложены в качестве нормативов ПДВ для источников по очередям строительства, в соответствии с ГОСТ 17.2.3.02-78 приводится характеристика и обоснование способов, контроля за состоянием воздушного бассейна в соответствии с "Типовыми инструкциями по организации системы контроля промышленных выбросов в атмосферу в отраслях промышленности".
Определение границ санитарно-защитной зоны предприятия следует производить в соответствии с ОНД-86.
В проектной документации должны быть приведены сведения о сметной стоимости объектов и работ, связанных с осуществлением воздухо-охранных мероприятий, и их экономическая эффективность.
7.2. Охрана водоемов от загрязнения сточными водами
Производственные сточные воды образуются в результате использования воды в технологических процессах. Вода используется для приготовления СОЖ, промывки окрашиваемых изделий, для гидравлических испытаний, охлаждения оборудования и обработки помещения.
Основными примесями сточных вод являются взвеси, металлические и абразивные частицы, сода, масла, растворители, мыла, краски. В табл.46 представлены характеристики шлама, выделяемого из отстойника сточных вод шлифовального участка.
Таблица 46
|
Характеристика шлама |
Вид шлифования |
||
|
черновое |
получерновое |
чистовое |
|
|
Плотность, кг/м3 |
4075 |
3700 |
3150 |
|
Средний диаметр частиц, мм: |
|
|
|
|
металлических |
0,8 |
0,65 |
0,5 |
|
абразивных |
0,5 |
0,4 |
0,32 |
|
Содержание частиц в шламе, %: |
|
|
|
|
металлических |
95,5 |
92,5 |
90,5 |
|
абразивных |
4,5 |
7,5 |
9,5 |
|
Количество шлама от одного станка, кг/ч |
1,4 |
1,0 |
0,6 |
Типовой состав примесей сточных вод представлен в табл.47.
Таблица 47
|
Виды сточных вод |
Основные примеси |
Концентрация примесей, кг/м3 |
Температура, °С |
|
Отработанные смазочно-охлаждающие жидкости |
Взвешенные вещества |
0,2... 1 |
15... 20 |
|
|
Сода |
5... 10 |
|
|
|
Масла |
0,5 ...2 |
|
|
|
|
|
|
|
Из отделений гидравлических испытаний |
Взвешенные вещества |
0,1 ... 0,2 |
15... 20 |
|
|
Масла |
0,03... 0,05 |
|
Разработку мероприятий по охране водоемов следует производить на основе следующих нормативно-методических документов:
- ГОСТ 17.1.3.13-86 Охрана природы. Гидросфера. Общие требования к охране поверхности вод от загрязнения;
- СНиП 2.04.03-85 Канализация. Наружные сети и сооружения;
- "Правила охраны поверхностных вод от загрязнения сточными водами", утвержденных Минздравом СССР, Минводхозом СССР, Минрыбхозом СССР от 16 мая 1974 г.;
- "Правила приема производственных сточных вод в системы канализации населенных пунктов", утвержденных Минжилкомхозом РСФСР 2 марта 1984 г.
Основные мероприятия по рациональному использованию и охране водных ресурсов:
- замена водяного охлаждения технологического оборудования воздушным;
- внедрение испарительного охлаждения высокотемпературного технологического оборудования;
- внедрение газовоздушного охлаждения технологических растворов вместо водяного и вакуум испарительного;
- внедрение бессточных технологических процессов и безотходных производств;
- применение объединенных или локальных систем оборотного водоснабжения;
- применение локальной очистки потоков сточных вод с целью извлечения отдельных компонентов и повторного использования воды;
- организация локальных замкнутых систем производственного водоснабжения;
- исключение или максимально возможное сокращение потребления воды хозпитьевого качества для технологических нужд;
- сокращение безвозвратных потерь воды, исключение технологически неоправданных потерь воды;
- внедрение эффективных методов очистки сточных вод, обеспечивающих, снижение концентрации вредных примесей до уровня, удовлетворяющего действующим нормам и правилам;
- внедрение прогрессивной технологии обработки жидких и твердых отходов очистки сточных вод с утилизацией ценных компонентов, получением товарных продуктов и твердых нерастворимых отходов;
- организация инструментального контроля количества сбрасываемых сточных вод по основным переделам производства, цехам, участкам и предприятию в целом;
- внедрение систем автоматического контроля и регулирования процессов очистки сточных вод, расхода воды на технологических операциях и в цехах производства.
В системах оборотного водоснабжения следует использовать сточные воды при соответствующей очистке и обработке.
В табл.48 приведены нормативные требования к качеству воды, используемой в системах оборотного водоснабжения.
Таблица 48
|
Показатели качества воды |
Количество |
|
Физические: |
|
|
температура, ºС |
не более 28 |
|
взвешенные вещества, мг/л |
20-30 |
|
масла и смолообразные продукты, мг/л |
<20 |
|
запах, балл |
<3 |
|
Химические: |
|
|
РН |
6,5-8,5 |
|
жесткость карбонатная, мг-экв/л: |
|
|
оборотной воды |
2-3,5 |
|
добавочной воды |
1,5-2,5 |
|
щелочность общая оборотной воды |
4 |
|
общее солесодержание (сухой остаток в оборотной воде) мг/л |
<2000 |
|
хлориды, мг/л |
<350 |
|
сульфаты, мг/л |
<500 |
|
Fe общ. в оборотной воде, мг/л |
4 |
|
ХПК, мг/л |
100-150 |
7.3.Мероприятия по переработке и утилизации отходов
7.3.1. Смазочно-охлаждающие жидкости (СОЖ) и масло продукты.
Характеристика и классификация отходов приведена в табл.49.
Таблица 49
|
Наименование материалов |
Отходы |
Характеристика отходов |
||
|
состояние |
плотность |
класс опасности |
||
|
1. Водо-смешиваемые СОЖ концентрацией 3-10% |
Отработанная СОЖ, загрязненная механическими примесями, смолами |
жидкость |
до 1 |
IV |
|
2. Масляная СОЖ концентрацией 85-95% |
Отработанная СОЖ, загрязненная механическими примесями, смолами, водой |
жидкость |
до 0,9 |
III-IV |
|
3. Индустриальные масла |
Масла индустриальные отработанные |
жидкость |
до 0,9 |
То же |
При наличии данных о потребностях СОЖ и масел на машиностроительных предприятиях количество отходов может быть определено исходя из фактических расходов этих материалов, при этом количество отходов может составлять до 40%.
Данные по количеству отходов СОЖ от металлорежущих станков при работе в три смены приведены в табл.50.
Таблица 50
|
Вид оборудования |
Сбор отходов на единицу оборудования |
|||||||
|
СОЖ |
Индустриальные масла |
|||||||
|
водные |
масляные |
|||||||
|
л/сутки |
т/год |
кг/сутки |
т/год |
кг/сутки |
т/год |
|||
|
Металлорежущие станки: |
||||||||
|
мелкие |
5 |
1,25 |
2,5 |
0,6 |
0,3 |
0,08 |
||
|
средние |
7,5 |
1,9 |
3,8 |
0,95 |
0,5 |
0,125 |
||
|
крупные |
10 |
2,5 |
5,0 |
1,25 |
0,7 |
0,175 |
||
Состав отходов в тоннах на 100 тонн отработанных СОЖ и масел приведен в табл.51.
Таблица 51
|
Состав |
Водосмешиваемая СОЖ |
Масляная СОЖ |
Масла индустриальные |
|
1. Масла свободные |
2-3 |
75 |
65 |
|
2. Масла эмульгированные |
5 |
3 |
1 |
|
3. Нефтяные смолы, гидроны и присадки |
3 |
16 |
24 |
|
4. Механические примеси |
1-2 |
2 |
2 |
|
б.Топливо (горючее) |
- |
- |
4 |
|
6. Вода |
89 |
4 |
4 |
Сбор отработанных СОЖ и масел следует производить в маслохозяйствах цехов в емкости по наименованиям масел.
В процессе эксплуатации водосмешиваемые СОЖ меняют свой состав, который уже не отвечает требованиям технологии и производственной санитарии: окисляются, загрязняются механическими примесями, поражаются бактериями и загнивают.
Отработанные водосмешиваемые СОЖ должны быть обезврежены с целью получения технически чистых оборотных и сточных вод. Чаще всего обезвреживание проводят путем разделения отработанных СОЖ на составляющие фазы различными способами или комбинациями этих способов.
Регенерации подлежат масляные СОЖ и отработанные индустриальные масла. Удаление механических примесей и воды производится с помощью нагрева, отстоя и фильтрации. Топливо удаляется вакуумной сепарацией смолы, и присадки извлекаются с помощью контактирования с последующей фильтрацией, ультрафильтрацией, с гидроочисткой и другими способами восстановления.
Регенерацию масляных СОЖ и отработанных масел можно проводить на предприятиях или централизованно на специализированных (нефтеперерабатывающих) заводах. Регенерация на машиностроительном предприятии экономически выгодна при накоплении на предприятии не менее 12 тонн отработанных масел в год. При сдаче масел специализированным организациям следует руководствоваться ГОСТ 21046-86.
Утилизация отработанных СОЖ, не подлежащих регенерации, может осуществляться как на самом предприятии, так и централизованно на специализированных предприятиях.
Способы утилизации отработанных СОЖ на предприятии приведены в табл.52.
Таблица 52
|
Утилизируемый продукт |
Способ утилизации |
Реализация способа |
|
Масло |
Топливо в заводских котлах |
Добавление в жидкие топлива; обмасливание углей в целях повышения их калорийности |
|
|
Закалочные среды |
Очистка от механических примесей, обезвоживание, смешивание с чистыми маслами. |
|
|
Технологические смазочные материалы, используемые при обработке давлением и литье |
Очистка от механических примесей, загущение, введение добавок (графита и др.) |
|
|
Основа для изготовления грунтовок красок, мастик и др. |
|
|
|
Для консервации металла |
Очистка от механических примесей, обезвоживание, введение добавок |
|
Эмульсии |
Закалочные среды |
Очистка от механических примесей, корректировка состава и свойств |
|
Эмульсии и синтетические СОЖ |
Изготовление моющих растворов |
Очистка от механических примесей, введение поверхностно-активных веществ. |
|
Шлам после тонкой очистки СОЖ |
Компоненты абразивных паст |
Промывка, гранулометрическая сортировка, добавление загустителя и пластификатора. |
|
|
Изготовление деталей методами порошковой металлургии |
Промывка, гранулометрическая сортировка, добавление металлических порошков (шихты), прессование и спекание |
7.3.2. Металлическая стружка
Примерная классификация металлической стружки, образующейся в цехах при обработке металлов резанием, приведена в таблице 53.
Таблица 53
|
Группа стружки |
Вид стружки |
Плотность, т/м 3 |
Оборудование, на котором образуется стружка данного вида |
|
1 |
Элементообразная (мелкая крошка, кусочки, высечка) |
Чугун ковкий 1,6-1,7 Чугун серый 1,9-2,0 |
Все виды металлорежущих станков |
|
|
|
Сталь 1,0-1,5 |
Фрезерные, протяжные, зубообрабатывающие и строгальные станки, дисковые пилы, строгальные, долбежные, холодновысадочные, автоматы |
|
|
|
Алюминий 0,75 |
То же |
|
II |
Элементообразная (в виде витков, нагартованная, колечки) |
Сталь -0,6 Алюминий 0,207 Бронза -0,7 |
Токарные, карусельные, револьверные сверлильные и другие станки при силовом резании |
|
III |
Автоматный жгутик, мелкий вьюн |
Сталь 0,5-0,6
Алюминий 0,17-0,20 |
Токарные автоматы, полуавтоматы, револьверные станки |
|
|
|
Бронза 0,6-0,7 |
|
|
IV |
Средний вьюн длиной 100-200 мм, сечением 20-30 мм2 |
Сталь 0,3-0,5 |
Сверлильные, револьверные, токарные, карусельные, расточные и строгальные |
|
V |
Крупный вьюн сечением 40-60 мм2 |
Сталь 0,2-0,25 Алюминий 0,07 |
Крупные токарные и карусельные станки |
|
VI |
Саблевидная с однослойными витками диаметром до 1 м сечением 100 мм2 |
Сталь 0,15-0,2 |
Крупные токарные и карусельные станки |
Стружку, образующуюся на площади 1000-2000 м2 в количестве до 300 кг/ч от отдельно стоящих станков (вне автоматических линий) рекомендуется собирать в специальную тару и безрельсовым транспортом доставлять на пункт переработки стружки.
Для обособленных участков и автоматических линий, расположенных даже на площади 300-500 м2 с таким же количеством выхода стружки, целесообразно устанавливать линейные конвейеры вдоль технологических линий, а в конце линии - сборные емкости.
На участках площадью 2000-3000 м2 с выходом стружки 300-600 кг/ч, нужно применять отдельные транспортные системы со специальной тарой, установленной в конце системы, и заполненную стружкой тару вывозить из цеха.
Комплексную систему транспортирования стружки и передачи ее в отделение стружкопереработки рекомендуется применять на площадях более 3000 м2, с выходом стружки более 600 кг/ч. Транспортные системы целесообразно располагать следующим образом: линейные конвейеры - в каналах, магистральные - в тоннелях.
Комплексная система транспортирования стружки представляет собой совокупность конвейеров, предназначенных для сбора и передачи стружки от станков к участку переработки стружки.
Металлическая стружка должна быть сдана для переплавки россыпью (дробленая и обезжиренная) или в виде брикетов.
В каждом отдельном случае необходимо рассматривать экономическую целесообразность переработки стружки.
Переработка стружки (с брикетированием) считается экономически выгодной для стальной стружки - 2,7 т/ч; чугунной -1,5 т/ч; алюминиевой - 0,5 т/ч.
Стружку перерабатывают на пакетирующих прессах, стружкодробилках, брикетировочных прессах. Брикетированию подвергается сухая и не окисленная стружка одного вида, не содержащая посторонних примесей с длиной элемента до 40 мм для стальной и 20 мм для чугунной стружи. Прессование вьюнообразной стружки целесообразно проводить в отожженном состоянии.
Типы конвейеров для транспортирования металлической стружки в зависимости от ее группы приводятся в табл.54.
Таблица 54
|
Тип конвейера |
Группа стружки |
|||||
|
I |
II |
III |
IV |
V |
VI |
|
|
Скребковый |
+ |
+ |
- |
- |
- |
- |
|
Одновинтовой |
+ |
+ |
- |
- |
- |
- |
|
Двухвинтовой |
- |
+ |
+ |
- |
- |
- |
|
Пластинчатый |
- |
- |
+ |
+ |
+ |
+ |
|
Ершово-штанговый |
- |
- |
+ |
+ |
+ |
- |
|
Магнитные (легковые с бегущим магнитным полем) |
+ |
+ |
+ |
+ |
+ |
+ |
Примечание: Знак"+" обозначает рекомендуемый тип конвейера
7.3.3. Искусственные кожи, резинотехнические и текстиле содержащие материалы
В сборочных и механосборочных цехах образуется значительное количество отходов искусственных кож, пленок, резинотехнических, резинотканевых и текстиле содержащих материалов.
Количество образующихся отходов не должно превышать 4-6% от расхода материалов на изделие.
Сбор отходов производится на рабочих местах в соответствующую тару по видам и сортам применяемых в сборочном производстве материалов. Для сбора и заготовки отходов может быть использована оборотная общезаводская тара с унифицированными размерами, установленной емкостью и конструкцией, обеспечивающей сохранность грузов, возможность использования вилочных погрузчиков, кранов, а также многоярусное хранение в штабелях и стеллажах. Кроме того могут использоваться бумажные и тканевые мешки, а также ящики и другая специальная тара.
Собранные отходы следует хранить в специально отведенном помещении или на площадке. Разные виды отходов в зависимости от сорта и характеристики материала требуется хранить раздельно.
Все образующиеся в сборочном производстве отходы искусственных кож, пленок, резинотехнических и текстиле содержащих материалов должны* после сбора, накопления и первичной сортировки отправляться на соответствующие участки переработки.
При объемах отходов, обеспечивающих эффективное использование перерабатывающего оборудования, участки переработки могут быть предусмотрены на заводе-потребителе исходного материала. При малых объемах отходов, не обеспечивающих загрузку перерабатывающего оборудования на 50% и более, переработку отходов следует производить на региональных специализированных производствах по утилизации отходов.
* Брак оригинала.
8. ЧИСЛЕННОСТЬ ПРОМЫШЛЕННО-ПРОИЗВОДСТВЕННОГО ПЕРСОНАЛА
В приложении 8 приводится перечень профессий рабочих и должности служащих в механосборочном производстве согласно общесоюзному классификатору профессий рабочих, должностей служащих и тарифных разрядов (ОКПДТР), утвержденному Госстандартом СССР 27.08.86 N 016.
Численность работников распределяется на две группы: рабочие и служащие.
Рабочие.
Рабочие делятся на две категории:
- производственные
- вспомогательные. Производственные рабочие:
- станочник
- слесарь механосборочных работ
- мойщик-сушильщик металла
- слесарь-электромонтажник
- оператор-наладчик, обслуживающий модули в ГПС
- оператор автоматических линий
- наладчик оборудования
- наладчик оборудования автоматических и поточных линий
- оператор пульта управления линией станков
Вспомогательные рабочие:
- машинист крана (крановщик)
- стропальщик
- водитель напольного транспорта
- кладовщик цеховых кладовых
- комплектовщик автоматизированных складов
- рабочий по установке деталей на полеты, спутники, в приспособления
- уборщик (производственных и служебных помещений).
Служащие
Из группы служащих выделяются три категории:
- руководитель
- специалист
- другие служащие
К руководителям относятся:
- начальники цехов и их заместители
- мастера участков (старшие и сменные)
К специалистам относятся работники, занятые инженерно-техническими, экономическими и другими работами:
- диспетчер
- инженер
- нормировщик
- техник
Другие служащие - работники, осуществляющие подготовку и оформление документации, учет и контроль (кассир, секретарь, табельщик, учетчик и т.п.).
8.1. Производственные рабочие
8.1.1. Расчет количества производственных рабочих
Количество производственных рабочих (кроме производственных рабочих автоматических линий, операторов-наладчиков оборудования и операторов-наладчиков, обслуживающих модули в ГПС) определяется по формулам:
по трудоемкости механической обработки (включая разметочные и слесарные работы) или трудоемкости сборочных работ (чел. ч)
|
|
(25) |
по трудоемкости для расчета станочников
|
|
(26) |
где:
Nстр - расчетное количество станочников
Тс - трудоемкость механической обработки на годовую программу в станко-ч.
Фр - эффективный годовой фонд времени рабочего в ч.
Км - коэффициент многостаночного обслуживания - количество станков, обслуживаемых одним рабочим (значение этого коэффициента приведено в табл. 55).
Количество принятых производственных рабочих "N" определяется по полученному расчетному значению с округлением до целого числа.
8.1.2. Нормы многостаночного обслуживания по группам оборудования приводятся в табл. 55.
Таблица 55
|
Группы станков |
Количество станков, обслуживаемых одним рабочим, Км |
||
|
Тип производства |
|||
|
единичное и мелкосерийное |
среднесерийное |
крупносерийное и массовое |
|
|
Неавтоматизированные станки широкого применения (кроме уникальных) |
1 |
1 |
1 |
|
токарно-револьверные, токарно-карусельные, токарные, сверлильные, расточные, кругло-шлифовальные, внутришлифовальные, плоскошлифовальные (стол до 200x630 или до 0 400), продольно-шлифовальные, бесцентрошлифовальные с ручной загрузкой |
|
|
|
|
заточные, фрезерные, фрезерно-центровальные, строгальные, долбежные, протяжные |
|
|
|
|
плоскошлифовальные двухшпиндельные, полуавтоматы непрерывного действия с ручной загрузкой |
|
|
|
|
Токарные и токарно-револьверные одно-шпиндельные прутковые автоматы |
3-4 |
5-6 |
7-8 |
|
Токарные многошпиндельные горизонтальные прутковые автоматы |
2 |
3-4 |
4-5 |
|
Токарные многошпиндельные горизонтальные и вертикальные патронные полуавтоматы |
1-2 |
2-3 |
3-4 |
|
То же для подшипниковой промышленности |
- |
- |
2 |
|
Токарные многорезцовые копировальные полуавтоматы |
2 |
2-3 |
3-4 |
|
Трубо- и муфтообрабатывающие полуавтоматы |
2 |
2-3 |
2-3 |
|
Трубоотрезные |
2-3 |
3-4 |
3-4 |
|
Токарные доделочные автоматы |
2-3 |
3-4 |
4-5 |
|
Токарно-карусельные: |
|
|
|
|
диаметр обрабатываемой детали от 4000 до 8000 мм |
0,5 |
0,5 |
- |
|
диаметр обрабатываемой детали свыше 8000 мм |
0,33 |
0,33 |
- |
|
Токарные: |
|
|
|
|
диаметр обрабатываемой детали 1250 и более, длина обрабатываемой детали от 5000 до 20000 мм |
0,5 |
0,5 |
- |
|
-диаметр обрабатываемой детали свыше 1500, длина обрабатываемой детали свыше 20000 мм |
0,33 |
0,33 |
- |
|
Агрегатно-сверлильные и агрегатно-расточные |
- |
1-2 |
2-3 |
|
Станки для глубокого сверления и растачивания |
1-2 |
1-2 |
1-2 |
|
Горизонтально-расточные (колонковые) диаметр шпинделя 200 и более |
0,5 |
0,5 |
- |
|
Бесцентрошлифовальные с загрузочным устройством, внутришлифовальные с автоматической правкой круга, шлицешлифовальные суперфинишные и |
- |
2-3 |
3-4 |
|
хонинговальные одношпиндельные и многошпиндельные полуавтоматы |
|
|
|
|
Кругло шлифовальные, внутришлифовальные, суперфинишные полуавтоматы и автоматы для обработки дорожек качения и отверстий |
- |
- |
2-4 |
|
Шарикоопиловочные автоматы |
- |
- |
10-12 |
|
Шарикошлифовальные автоматы |
- |
- |
8-10 |
|
Шарикодоводочные автоматы и полуавтоматы |
- |
- |
20-26 |
|
Плоскошлифовальные с прямоугольным и круглым столом (свыше 200x630 или 0 400 мм) |
1-2 |
2-3 |
3-4 |
|
Продольно-шлифвальные (размеры рабочей поверхности стола свыше 2000x8000) |
0,5 |
0,5 |
0,5 |
|
Плоскошлифовальные полуавтоматы и двухсторонние торце шлифовальные полуавтоматы |
- |
2-3 |
3-4 |
|
Заточные автоматы и полуавтоматы для инструмента |
2-3 |
3-4 |
3-4 |
|
Зубофрезерные, зубодолбежные, зубострогальные, шлице фрезерные полуавтоматы |
2-3 |
3-4 |
4-5 |
|
Зубошевинговальные с загрузочным устройством, зубонакатные |
2-3 |
3-4 |
4-5 |
|
Зубошлифовальные, зубопритирочные, резьбошлифовальные полуавтоматы |
2-3 |
3-4 |
4-5 |
|
Зубообрабатывающие тяжелые и уникальные (крупные) |
3-4 |
4-5 |
3-8 |
|
Продольно-фрезерные: |
|
|
|
|
размеры рабочей поверхности стола от 2000x6300 до 4000x10000; |
0,5 |
0,5 |
- |
|
размеры рабочей поверхности стола свыше 4000x10000 |
0,33 |
0,33 |
- |
|
Продольно-строгальные (размеры рабочей поверхности стола 2000x8000 и более) |
0,5 |
0,5 |
- |
|
Агрегатные, отрезные круглопильные полуавтоматы и автоматы |
1-2 |
2-3 |
2-3 |
|
Электрофизические и электрохимические станки и полуавтоматы |
2-3 |
3-4 |
3-4 |
|
Резьбонакатные, шлиценакатные и гайконарезные автоматы с автоматической загрузкой |
- |
3-4 |
4-5 |
|
Все станки с программным управлением и с автоматической сменой инструмента, модули |
2-3 |
2-3 |
2-3 |
|
Специальные станки |
- |
1-2 |
2-3 |
|
Роботизированные технологические комплексы |
- |
2-3 |
3-4 |
Примечания: 1. Нормы даны при работе с наладчиком.2. Средний коэффициент многостаночного обслуживания по цеху определяется формулой:
|
|
(27) |

где П - общее количество станков по цеху
Пмбо - число станков многостаночного и бригадного обслуживания
II1 ,П2 ,П3.....Пi - число станков многостаночного или бригадного обслуживания по группам станков
Км1,Км2 .КмЗ,…-.Кмi - количество станков, обслуживаемых одним рабочим, из табл.55
8.1.3. Укрупненные нормы многостаночного обслуживания по типам производств приводятся в табл.56.
Таблица 56
|
Наименование |
Тип производства |
||
|
единичное и мелкосерийное |
среднесерийное |
Крупносерийное и массовое |
|
|
Предприятия машиностроения и приборостроения |
1,1 |
не менее 1,3 |
1,9 |
8.1.4. Численность операторов-наладчиков, обслуживающих модули в ГПС, определяется по таблице 57.
Таблица 57
|
Гибкие производственные модули |
Норма обслуживания в смену При 3-х сменном режиме работы, ед. |
|
1. Токарные прутковые, патронные, патронно-центровые, патронно-прутковые |
3-4 |
|
2. Карусельные |
2 |
|
3. Сверлильно-фрезерно-расточные |
2-3 |
|
4. Шлифовальные |
|
|
универсальные кругло шлифовальные, бесцентровые, внутришлифовальные, плоскошлифовальные, хонинговальные, специализированные шлифовальные |
2-3 |
|
5. Зубообрабатывающие |
3-4 |
|
6. Фрезерные и протяжные |
2-3 |
|
7. Электро-физико-химические |
3-4 |
|
8. Сборочные |
2-3 |
Примечания: 1. Меньшее значение для количества модулей в системе до 5 ед., большее свыше 5 ед. 2.Наладка оборудования производится в свободное время от рабочего процесса.
Расчет количества производственных рабочих автоматических линий производится по двум профессиям: операторам и наладчикам, согласно нормам обслуживания, приведенным в табл.58, 59, 60.
Количество наладчиков оборудования определяется по табл.61.
Для автоматизированных участков (АСВ, АСК) количество производственных рабочих определяется по рекомендации разработчика этих участков.
В приложении К приводятся рекомендации для технологического проектирования ГПС (Нормативы НИИ труда вх. N 4-1920 от 27.03.87).
8.1.5. Нормы обслуживания станков автоматических линий операторами приводится в табл.58.
Таблица 58
|
Условия обслуживания линий |
Количество операторов, обслуживающих одну линию в смену |
|
Линии без автоматизации передачи деталей с линии на следующую операцию |
2 |
|
Необходимость неавтоматизированного поворота детали после линии перед следующей операцией |
|
|
Линии с автоматизацией передачи деталей с линии на следующую операцию |
|
|
Близкое расположение от выхода линии другого производственного оборудования с оператором |
1 |
|
Совмещение конца линии с началом другой линии |
|
Примечание. Количество операторов роботизированных линий определяется по данным их разработчиков.
8.1.6. Нормы для расчета числа операторов пультов управления линиями станков приведены в табл.59.
Таблица 59.
|
Количество станков, обслуживаемых одной линией межоперационного транспорта |
Количество операторов пультов управления в смену |
|
|
без ЭВМ |
с ЭВМ |
|
|
до 15 |
от 15 до 40 |
1 |
Примечание. Операторы пультов управления обслуживают технологические линии (участки), где заготовки, полуфабрикаты, детали, инструменты, приспособления и техническая документация транспортируются с помощью механизированного или автоматизированного транспорта.
8.1.7.Нормы обслуживания автоматических линий наладчиками приводятся в табл.60
Таблица 60
|
Оборудование |
Количество единиц оборудования, обслуживаемых одним наладчиком в смену |
|
Автоматические линии из восьми- и шести шпиндельных двух индексных вертикальных автоматов и автоматические линии для двухсторонней обработки корпусных деталей 6 и 7 квалитета точности с применением сложной оснастки и специализированного инструмента; автоматические линии, состоящие из шлифовальных станков с автоматической правкой круга и автоматическим замером деталей |
4 |
|
Автоматические линии, состоящие из двухсторонних агрегатных сверлильных, фрезерных и расточных станков, которые на отделочных операциях дают 6 и 7 квалитет точности |
6 |
|
Автоматические линии, обрабатывающие тела вращения |
8 |
|
Автоматические линии, состоящие из универсальных агрегатных станков с применением простой оснастки и центрового инструмента |
10 |
|
Автоматические линии для обработки торцов колец подшипников, автоматические линии для бесцентровой обработки колец подшипников |
3 |
|
Автоматические линии для шлифования, суперфиниша дорожек колец подшипников, автоматические линии для обработки отверстия колец подшипников |
4 |
Примечание. Нормы даны для линий с системой централизованной доставки инструмента к рабочим местам.
8.1.8. Нормы для расчета количества наладчиков оборудования приводятся в табл.61
Таблица 61
|
Группа станков |
Характеристика |
Количество станков, обслуживаемых одним наладчиком в смену, по типам производства |
||
|
Тип производства |
||||
|
единичное и мелкосерийное |
среднесерийное |
крупносерийное и массовое |
||
|
Токарные и токарно-револьверные автоматы прутковые |
Одношпиндельные Многошпиндельные |
5-6 |
6-7 4-5 |
7-8 4-5 |
|
Токарно-револьверные и токарные полуавтоматы многорезцовые копировальные |
Одношпиндельные |
- |
5-6 |
7-8 |
|
Токарные полуавтоматы |
Многошпиндельные |
- |
4-5 |
5-6 |
|
Трубо и муфтообрабатывающие полуавтоматы и токарно-доделочные автоматы |
Все типоразмеры |
|
8-10 |
8-10 |
|
Токарно-револьверные (прутковые и патронные) |
Все типоразмеры |
8-9 |
9-10 |
10-12 |
|
Токарно-карусельные |
Наибольший диаметр обрабатываемой детали до 2500 |
- |
9-10 |
10-12 |
|
Токарные |
Наибольший диаметр обработки |
|
|
|
|
|
400 |
- |
14-16 |
16-18 |
|
|
630 |
- |
11-12 |
12-14 |
|
Сверлильные |
Одношпиндельные |
- |
14-16 |
16-18 |
|
|
Многошпиндельные |
- |
10-11 |
11-12 |
|
Агрегатные сверлильные |
Число шпинд. до 15 |
- |
8-10 |
10-12 |
|
|
Число шпинд. св.15 |
- |
5-6 |
7-8 |
|
Фрезерно-центровальные |
Одношпиндельные |
- |
8-10 |
10-12 |
|
|
Многошпиндельные |
- |
5-6 |
7-8 |
|
Алмазно-расточные |
Одношпиндельные |
- |
14-16 |
16-18 |
|
|
Многошпиндельные |
- |
8-9 |
9-10 |
|
Агрегатные горизонтально-расточные, агрегатные резьбонарезные |
Все размеры с числом инструментов в наладке 40 и более |
2-3 |
2-3 |
2-3 |
|
Кругло шлифовальные универсальные, резьбошлифовальные, плоскошлифовальные, одношпиндельные |
Все типоразмеры |
- |
14-16 |
16-18 |
|
Круглошлифовальные с загрузочным устройством, бесцентрошлифовальные, шлицешлифовальные, суперфинишные и хонинговальные одношпиндельные полуавтоматы |
Все типоразмеры |
8-9 |
9-10 |
11-12 |
|
Круглошлифовальные специальные, плоскошлифовальные двухшпиндельные и специальные, внутришлифовальные с автоматической правкой круга и специальные, хонинговальные многошпиндельные шлифовальные автоматы разных типов |
Все типоразмеры |
|
3-5 |
6-7 |
|
Бесцентрово-шлифовальные с загрузочным |
Все типоразмеры |
4-5 |
4-5 |
4-5 |
|
устройством |
|
|
|
|
|
Зубофрезерные полуавтоматы многошпиндельные, зубошевинговальные с загрузочным устройством, зубонакатные |
Все типоразмеры |
4-5 |
4-5 |
5-6 |
|
Зуборезные, шлицефрезерные полуавтоматы |
Одношпиндельные |
5-6 |
7-10 |
10-12 |
|
|
Многошпиндельные |
4-5 |
6-7 |
8-9 |
|
Зубодолбежные, зуборезные для конических колес, зубошевинговальные, зубофрезерные полуавтоматы одношпиндельные |
Все типоразмеры |
4-5 |
6-9 |
10-12 |
|
Зубопротяжные, зубострогальные полуавтоматы |
Все типоразмеры |
- |
7-8 |
9-10 |
|
Горизонтальные, вертикальные и универсальные фрезерные, шпоночнофрезерные, резьбофрезерные |
Все типоразмеры |
- |
10-12 |
13-14 |
|
Карусельно-фрезерные, барабанно-фрезерные, вертикально-фрезерные с копировальным устройством, продольно-фрезерные |
Все типоразмеры |
|
8-9 |
10-11 |
|
Протяжные для внутренних поверхностей |
Одноплунжерные |
- |
15-16 |
16-17 |
|
|
Двухплунжерные |
|
|
|
|
Вертикально-протяжные для наружных поверхностей |
Одноплунжерные |
- |
10-11 |
11-12 |
|
Вертикально-протяжные для наружных поверхностей многоплунжерные, специальные вертикально- и горизонтально-протяжные |
Все типоразмеры |
- |
6-7 |
7-8 |
|
Специальные резьбонарезные |
Одно- и двухшпиндельные |
- |
11-12 |
13-14 |
|
|
Многошпиндельные |
- |
6-7 |
7-8 |
|
Резьбонакатные |
Все типоразмеры |
- |
6-7 |
7-8 |
|
Автоматы и полуавтоматы суперфинишные |
|
- |
6-7 |
7-8 |
|
Шарикопилочные автоматы |
|
- |
6-7 |
10-12 |
|
Шарикошлифовальные автоматы |
|
- |
- |
8-10 |
|
Шарикодоводочные автоматы и полуавтоматы |
|
- |
- |
20-26 |
|
Токарные с программным управлением |
Наибольший диаметр обработки, мм |
|
|
|
|
|
400 |
5-6 |
7-8 |
9-10 |
|
|
630 |
4-5 |
6-7 |
6-7 |
|
Сверлильные с программным управлением |
Все типоразмеры |
10-12 |
12-14 |
15-16 |
|
Универсальные, вертикальные, горизонтальные фрезерные с программным управлением |
Все типоразмеры |
8-9 |
9-10 |
11-12 |
|
Станки типа "Обрабатывающий центр", ГП "Модуль", РТК |
Все типоразмеры |
3-4 |
4-5 |
5-6 |
|
Сборочные автоматы и полуавтоматы |
Все типоразмеры |
- |
5-6 |
7-8 |
|
Сборочная установка с программным управлением |
Все типоразмеры |
- |
4-5 |
5-6 |
Примечания. 1. Наладчиков не предусматривать для следующих групп станков: требующих простых наладок (отрезные, заточные, точильно-шлифовальные, полировочные и др.), требующие для своего обслуживания рабочих-станочников высокой квалификации (горизонтально- и координатно-расточные, продольно-шлифовальные, тяжелые карусельные, тяжелые токарные, лоботокарные и др.)
2. При расчете количества потребных наладчиков для их более полной загрузки применять принцип совмещения профессий, при котором один и тот же наладчик обслуживает несколько различных групп станков.
8.1.9. Нормы для расчета операторов сборочных поточных (автоматизированных) линий.
После распределения работ по каждому рабочему месту сборочных линий определяют количество операторов на каждое рабочее место (позицию) поточной линии сборки;
|
|
(28) |
где: Np - расчетное количество операторов,
Тсп - трудоемкость сборки на данном рабочем месте (позиции), чел. ч;
τ - такт выпуска изделия (узла), мин.
К общему количеству операторов автоматических линий и поточной сборки необходимо добавить 2-5% "скользящих" (запасных) операторов.
8.1.10. Нормы обслуживания поточных (автоматизированных) сборочных линий наладчиками приводятся в табл.62.
Таблица 62
|
Оборудование |
Количество единиц оборудования, обслуживаемых одним рабочим-наладчиком в смену |
|
Автоматизированные линии, состоящие из автоматов, полуавтоматов, гидравлических и пневматических прессов, работающих в автоматическом (полуавтоматическом) режиме с применением автоматических манипуляторов (роботов), бункеров для питания сборочного оборудования узлами и деталями |
6 |
|
Автоматизированные линии, состоящие из полуавтоматов, прессов, работающих в полуавтоматическом режиме, с применением многошпиндельного инструмента и бункеров для питания сборочного оборудования узлами и деталями |
8 |
|
Автоматизированные линии, состоящие из прессов, работающих в полуавтоматическом режиме и станков с применением многошпиндельных головок |
10 |
|
Автоматизированные линии, состоящие из сборочного оборудования, с применением механизированного инструмента, работающего в полуавтоматическом режиме |
12 |
8.1.11. Распределение числа производственных рабочих по сменам.
Число производственных рабочих в первой смене принимается в процентах от общего количества производственных рабочих в зависимости от типа производства:
единичное и мелкосерийное - 40-60%
среднесерийное - 55%
крупносерийное и массовое - 50%
Для единичного и мелкосерийного производства: 40% соответствует производству, в котором установлено более 50% оборудования, работающего в 3-х сменном режиме; 60% соответствует производству, в котором установлено менее 20% оборудования, работающего в 3-х сменном режиме.
Численность операторов-наладчиков, обслуживающих модули в ГПС, по сменам распределяется следующим образом:
I смена - 50%
II смена - 30%
III смена - 20%
8.2. Вспомогательные рабочие
Число рабочих ремонтных, инструментальных служб, обеспечивающих производство продукции всем необходимым, рассчитывают по соответствующим нормам технологического проектирования.
Численность вспомогательных рабочих в первой смене принимается в процентах от общего количества вспомогательных рабочих в зависимости от типа производства:
единичное и мелкосерийное - 65%.
среднесерийное - 60%
крупносерийное и массовое - 55%
В приведенных ниже таблицах даны нормы обслуживания для расчета вспомогательных рабочих цехового подчинения.
8.2.1. Нормы для расчета числа рабочих по обслуживанию подъемно-транспортного оборудования, машинистов кранов приведены в табл.63.
Таблица 63
|
Типы кранов |
Количество крановщиков на один кран в смену |
|
|
Наименование |
Грузоподъемность т (Кн) |
|
|
Мостовые (опорные), подвесные и консольно-передвижные краны с управлением из кабины |
Все типоразмеры |
1 |
|
Краны-штабелеры с управлением из кабины с нижним управлением |
|
1 |
|
Мостовые (опорные), подвесные, консольно-передвижные и полукозловые краны с нижним управлением |
|
1 |
Примечание. 1. Число кранов, работающих во второй и третьей сменах, и соответствующее этому число рабочих по обслуживанию принимать исходя из фактического числа обслуживаемых ими станков или рабочих мест.
2. Мостовые подвесные, консольно-передвижные и полукозловые краны с нижним управлением могут обслуживаться производственными рабочими.
Нормы для расчета числа рабочих по обслуживанию подъемно-транспортного оборудования, стропальщиков приведены в табл.64.
Таблица 64
|
Наименование кранов |
Количество установленных кранов в пролете |
Количество стропальщиков в смену, при грузоподъемности кранов, т (кН) |
|
|
до 20 (200) |
30 (300) и более |
||
|
Мостовые (опорные), подвесные и консольно-передвижные краны с управлением из кабины |
1 |
1 |
2 |
|
|
2 |
2 |
3 |
|
|
3 |
3 |
4 |
|
|
4 |
4 |
5 |
|
|
5 |
5 |
6 |
|
|
6 |
6 |
7 |
|
|
7 |
7 |
8 |
Примечания. 1. Для кранов с нижним управлением стропальщики не предусмотрены, их функции выполняют производственные рабочие.
2. Для второй и третьей смен при неполной загрузке всех установленных кранов число стропальщиков принимать исходя из фактического количества работающих кранов.
8.2.2. Нормы для расчета числа кладовщиков цеховых кладовых приведены в табл.65 .
Таблица 65
|
Цехи |
Тип производства |
Количество производственных станков, обслуживаемых одним кладовщиком в смену |
Число производственных рабочих, одним кладовщиком |
||||||||||
|
Склад (кладовая) заготовок |
промежуточный склад (кладовая) полуфабрикатов деталей |
кладовая вспомогательных материалов |
склад (кладовая) готовых деталей |
склад (кладовая) готовых узлов |
склад комп-лектующих изделий |
||||||||
|
Отрасль |
|||||||||||||
|
машино-строние |
приборостроение |
машиностроение |
прибо- ростро- ение |
машиностроение |
приборостроение |
машиностроение |
прибо-ростро-ение |
маши-ностро- ение |
прибо- ростро-ение |
маши- ностро- ение |
прибо- ростро- ение |
||
|
Механообраба-тывающие |
Единичное и мелкосерийное |
125 |
135 |
65 |
совмещается с кладовой заготовок |
один кладовщик в смену на цех |
- |
- |
- |
- |
- |
- |
|
|
|
Среднесерийное |
135 |
150 |
80 |
|
|
- |
- |
- |
- |
- |
- |
|
|
|
Крупносерийное и массовое |
180 |
200 |
105 |
|
|
- |
- |
- |
- |
- |
- |
|
|
Сборочные |
Единичное и мелкосерийное |
- |
- |
- |
- |
один кладовщик в смену на цех |
65 |
120 |
180 |
совмещает с кладовой готовых деталей |
90 |
90 |
|
|
|
Среднесерийное |
- |
- |
- |
- |
|
80 |
120 |
270 |
|
160 |
160 |
|
|
|
Крупносерийное и массовое |
- |
- |
- |
- |
|
105 |
150 |
360 |
|
270 |
270 |
|
Примечания: 1. Нормы даны с учетом механизации складских работ
2. Допускается обслуживание одним кладовщиком нескольких кладовых вспомогательных материалов
3. Кладовая вспомогательных материалов может быть единой для нескольких цехов
4. При наличии в корпусе нескольких механообрабатывающих и сборочных цехов кладовые могут быть едиными по корпусу.
8.2.3. Вспомогательные рабочие для обслуживания ГПС приводятся в табл.66.
Таблица 66
|
Наименование |
Норма определения численности |
|
1. Комплектовщики автоматизированных складов с ориентацией деталей в таре. |
Норма переработки грузов одним рабочим склада за смену 1,0 - 1,5 т. |
|
2. Рабочие по установке деталей на полеты, спутники, в приспособления |
Норма переработки грузов одним рабочим склада за смену 0,8 -1,0 т. |
8.2.4. Нормы для расчета числа уборщиков приведены в табл.67.
Таблица 67
|
Цехи, службы, помещения |
Общая площадь, обслуживаемая Одним уборщиком в смену, м2 |
|
Механообрабатывающие цехи по изготовлению: |
|
|
мелких и средних деталей |
2000-2500 |
|
базовых и корпусных деталей: |
|
|
массой до Ют |
2500-3000 |
|
массой свыше Ют |
3000-3500 |
|
ГПС |
1500-2000 |
|
Сборочные цехи предприятий: |
|
|
машиностроения |
3500-4000 |
|
приборостроения |
1500 |
|
Бытовые и конторские помещения |
500-600 |
Примечания. 1. Нормы даны с учетом механизированной уборки помещений цеха, уборки станков и рабочих мест производственными рабочими.
2. Меньшие значения норм для механических цехов и участков принимаются при обработке деталей с образованием витой стружки или с преобладанием оборудования для обдирочных работ.
3. Меньшие значения норм для сборочных цехов принимаются для участков общего монтажа.
4. Для механосборочных цехов количество уборщиков определяется путем суммирования потребного числа уборщиков для механического и сборочного участков.
5. В случае отсутствия средств механизации уборочных работ для расчета вводить коэффициент 0,7 на площадь, обслуживаемую уборщиком в смену.
6. Норма площади, обслуживаемая одним уборщиком в смену для предприятий приборостроения, принята с учетом поддержания в помещении особой чистоты.
8.2.5. Укрупненные нормы для расчета численности вспомогательных рабочих по механообрабатывающим цехам приведены в табл.68
Таблица 68
|
Тип производства |
Число вспомогательных рабочих в процентах от числа основных станков |
|||
|
отрасль |
||||
|
машиностроение |
приборостроение |
инструментальная |
||
|
Все типы производства |
14-16 |
12-14 |
12-14 |
|
|
20-25* |
|
|
||
Укрупненные нормы для расчета численности вспомогательных рабочих по механообрабатывающим цехам подшипниковых заводов приведены в табл.69.
Таблица 69
|
Тип производства |
Число вспомогательных рабочих в процентах от числа производственных рабочих |
|
Единичное и мелкосерийное |
14-20 |
|
Среднесерийное |
14-20 |
|
Крупносерийное и массовое |
18-25 |
Укрупненные нормы для расчета численности вспомогательных рабочих по сборочным цехам приведены в табл.70.
Таблица 70
|
Наименование цехов |
Тип производства |
Число вспомогательных рабочих, в % от числа производственных рабочих |
|||
|
машиностроение |
приборостроение |
подшипниковые заводы |
инструментальные |
||
|
Сборочные |
Единичное и |
8-10 |
6-8 |
20-22 |
- |
|
|
мелкосерийное |
15-20*) |
|
32-36**) |
|
|
|
среднесерийное |
8-10 |
6-8 |
20-22 |
- |
|
|
|
|
|
32-36**) |
|
|
|
крупносерийное и массовое |
8-10 |
6-8 |
25-28 |
- |
Примечания: 1. Нормы даны с учетом централизации всех вспомогательных служб и профессий и не учитывают ремонтных рабочих по текущему ремонту и межремонтному обслуживанию технологического, подъемно-транспортного и электрооборудования, слесарей-инструментальщиков, заточников, наладчиков контрольно-измерительных приборов, автоматики и стендовой аппаратуры, рабочих по приготовлению СОЖ, водителей электротележек и электропогрузчиков, контролеров ОТК.
2. Большие значения норм принимаются для цехов с количеством основных станков до 200 ед.
* Нормы даны для цехов с преобладанием тяжелого и уникального оборудования и сборки тяжелых изделий массой свыше 50 т.
** Нормы даны для сборочных цехов подшипников с наружным диаметром более 500 мм.
8.2.6. Укрупненные показатели процента численности женщин в общем количестве рабочих приведены в табл.71.
Таблица 71
|
Наименование цехов |
Процент женщин в общем количестве рабочих |
||||
|
отрасль |
|||||
|
машиностроение |
приборостроение |
инструментальная |
|||
|
тип производства |
|||||
|
единичное мелкосерийное и среднесерийное |
крупносерийное и массовое |
||||
|
Механические цехи |
20-50 |
40-60 |
20-35 |
60-70 |
|
|
Автоматно-токарные цехи |
- |
40-50 |
- |
- |
|
|
Колец подшипников |
|
|
|
|
|
|
Шлифовальные цехи |
- |
55-65 |
- |
- |
|
|
Колец подшипников |
|
|
|
|
|
|
Комплексные цехи |
- |
45-60 |
- |
- |
|
|
Колец подшипников |
|
|
|
|
|
|
Цехи колец крупногабаритных подшипников |
- |
25 |
- |
|
|
|
Цехи массивных сепараторов подшипников |
- |
50-60 |
- |
- |
|
|
Цехи роликов |
- |
60 |
- |
- |
|
|
Цехи шариков |
- |
30 |
- |
- |
|
|
Цехи сборки узлов и блоков |
10-30 |
30-40 |
70-80 |
- |
|
|
Цехи сборки автоприборов, карбюраторов и топливной аппаратуры |
- |
80-90 |
- |
- |
|
|
Цехи сборки электропневмоинструмента |
40-70 |
- |
- |
- |
|
|
Цехи общей сборки |
- |
10-20 |
40-60 |
- |
|
|
Цехи сборки мелких и средних подшипников |
- |
90 |
- |
- |
|
|
Цехи испытания двигателей |
- |
10 |
- |
- |
|
|
Цехи настройки измерительной аппаратуры и приборов |
|
|
40-60 |
|
|
Примечания:
1. Большие значения норм относятся к цехам со станками массой до 5 т.
2. В отдельных случаях показатели процента численности женщин могут уточняться с учетом специфики предприятия и конкретных условий проектирования.
8.3. Служащие (руководители, специалисты и прочие служащие)
8.3.1. Нормы для расчета числа служащих по механическим цехам и участкам при работе в 2-х сменном режиме приведены в табл.72.
Таблица 72
|
Тип производства |
Число служащих в процентах от количества основных станков |
||||
|
количество основных станков |
|||||
|
до 50 |
50-100 |
100-200 |
200-400 |
свыше 400 |
|
|
Единичное и мелкосерийное |
20-18 |
18-16 |
17-15 |
16-14 |
16-14 |
|
Среднесерийное |
18-17 |
17-16 |
16-14 |
14-12 |
14-12 |
|
Крупносерийное |
14-13 |
13-12 |
13-12 |
12-11 |
11-10 |
Для расчета числа служащих по механическим цехам и участкам при работе 1 и в 3-х сменном режиме вводятся поправочные коэффициенты, которые приводятся в табл.73
Таблица 73
|
Процент станков, работающих в три смены, от общего количества станков, установленных в цехе (на участке) |
Коэффициент, К |
|
|
при 1-сменном режиме |
при 3-х сменном режиме |
|
|
до 25 |
0,93 |
1,08 |
|
25-50 |
0,87 |
1,15 |
|
50-75 |
0,8 |
1,25 |
|
75-100 |
0,71 |
1,4 |
8.3.2. Нормы для расчета числа служащих по сборочным цехам и участкам приведены в табл.74.
Таблица 74
|
Наименование цехов, участков |
Тип производства |
Число служащих в процентах от числа производственных рабочих |
||||
|
Число производственных рабочих в цехе (участке) |
||||||
|
до 75 |
76-150 |
151-300 |
301-700 |
св. 700 |
||
|
Сборочные |
Единичное и мелкосерийное |
10-9 |
9-8 |
8-7 |
8-7 |
8-7 |
|
Сборочные |
Среднесерийное |
9-8 |
9-8 |
8-7 |
7-6 |
7-6 |
|
Сборочные для подшипниковых заводов |
“ |
19-17 |
19-17 |
17-15 |
15-13 |
13-11 |
|
Сборочные |
Крупносерийное |
9-8 |
9-8 |
8-7 |
7-6 |
7-6 |
|
Сборочные для подшипниковых заводов |
“ |
15-14 |
15-14 |
14-13 |
14-13 |
14-13 |
|
Сборочные |
Массовое |
9-8 |
9-8 |
8-7 |
7-6 |
7-6 |
|
Сборочные для подшипниковых заводов |
“ |
11-10 |
11-10 |
11-10 |
10-9 |
10-9 |
1. Из общего количества служащих составляют:
30% руководители
60% специалисты
10% прочие служащие
2. Приведенные нормы даны с учетом разработки технологических процессов и их нормирования, разработки программ для ЭВМ, а также проектирования специальных приспособлений и инструмента работниками отдела главного технолога и отдела труда и заработной платы завода; бухгалтерские расчеты и табельный учет централизованы по заводу.
3. Большее значение норм в пределах каждой группы цехов следует принимать для цехов с наименьшим числом рабочих и для цехов по изготовлению прецизионных деталей, изделий и приборов.
4. Для первой смены принимается 70% от общей численности служащих цеха.
5. Служащие, работающие в конторских помещениях, должны составлять 70% от общей численности служащих цеха.
8.4. Работники технического контроля
Нормы для расчета числа работников технического контроля для механических цехов приводятся в табл.75
Таблица 75
|
Тип производства |
Число работников технического контроля в процентах от количества основных станков |
|
|
рабочие (контролеры) |
руководители |
|
|
Единичное и мелкосерийное |
9-11 |
1-0,8 |
|
Среднесерийное |
7-9 |
0,8-0,6 |
|
Крупносерийное и массовое |
5-7 |
0,6-0,5 |
Для расчета числа работников технического контроля по механическим цехам и участкам при работе в 3-х сменном режиме к табл.74 вводятся поправочные коэффициенты, см. табл.73
Нормы для расчета числа работников технического контроля для сборочных цехов приводятся в табл.76.
Таблица 76
|
Наименование цехов |
Тип производства |
Число работников технического контроля в % от числа производственных рабочих |
|
|
рабочие |
руководители |
||
|
Сборочные |
Единичное |
5-6 |
0,6-0,7 |
|
Сборочные для подшипниковых заводов |
и мелкосерийное |
15-18 |
1,6-1,9 |
|
Сборочные |
|
5-6 |
0,6-0,7 |
|
Сборочные для подшипниковых заводов |
Среднесерийное |
15-18 |
1,6-1,9 |
|
Сборочные |
Крупносерийное |
7-10 |
0,8-1,1 |
|
Сборочные для подшипниковых заводов |
|
15-18 |
1,6-1,9 |
|
Сборочные |
Массовое |
7-10 |
0,8-1,1 |
|
Сборочные для подшипниковых заводов |
|
10-15 |
1,1-1,6 |
Примечания.
1. Работники технического контроля подсчитываются по каждому цеху, но в состав работающих по цеху не включаются.
Они находятся в подчинении начальника ОТК завода и учитываются в составе работающих ОТК.
2. Большие значения норм относятся к производству сложных деталей и изделий.
3. Число контролеров дано с учетом применения активного контроля на шлифовальных станках.
4. Допускается обслуживание одним контрольным мастером двух или нескольких цехов.
5. Для участков и отделений финишной механической обработки и сборки прецизионных и специальных изделий нормы принимаются с коэффициентом 1,5.
6. Для приборостроения принимаются минимальные значения норм.
Число производственных рабочих в механическом и сборочном участке механосборочного цеха определяется расчетом по трудоемкости. Число вспомогательных рабочих, служащих, работников технического контроля подсчитывается: по механическому участку по нормам механообрабатывающих цехов, по сборочному участку - по нормам сборочных цехов.
9. КОЭФФИЦИЕНТ ИСПОЛЬЗОВАНИЯ ОБОРУДОВАНИЯ
Коэффициент использования оборудования определяется отношением расчетного числа единиц технологического оборудования к фактически принятому
|
|
(29) |
где: Qр - расчетное число единиц оборудования или рабочих мест;
QП - принятое число единиц оборудования или рабочих мест.
Рекомендуемые средние коэффициенты использования оборудования по цехам приводятся в табл.77.
Таблица 77
|
Наименование цехов |
Коэффициент использования оборудования и рабочих мест, не менее |
||
|
Тип производства |
|||
|
единичное и мелкосерийное |
среднесерийное |
крупносерийное и массовое |
|
|
Механообрабатывающие Сборочные |
0,85 0,8 |
0,85 0,8 |
0,8 0,8 |
Коэффициент сменности работы оборудования
Ксм- коэффициент сменности работы оборудования по проекту определяется по формуле:
|
|
(30) |
где Т - трудоемкость изготовления продукции в год станко. ч
Ф1…n - эффективный годовой фонд времени работы установленного оборудования в одну смену, ч.
П - количество установленного оборудования (машин, станков, агрегатов).
10. НОМЕНКЛАТУРА ПРОГРЕССИВНОГО МЕТАЛЛООБРАБАТЫВАЮЩЕГО
ОБОРУДОВАНИЯ
К прогрессивному металлообрабатывающему оборудованию относится продукция, имеющая важнейшее народнохозяйственное значение:
- гибкие производственные модули;
- станки, металлорежущие с ЧПУ;
- станки многоцелевые с ЧПУ;
- роботизированные комплексы;
- станки специальные, специализированные и агрегатные;
- станки тяжелые и уникальные;
- линии автоматические станочные и гибкие производственные системы;
- автоматы и полуавтоматы всех технологических групп без ЧПУ;
- прецизионные станки классов В, А и С (универсальные станки с ручным управлением).
11. ПЕРЕЧЕНЬ ОБОРУДОВАНИЯ, РЕКОМЕНДУЕМЫЙ ДЛЯ РАБОТЫ В 3-х СМЕННОМ РЕЖИМЕ
Номенклатура уникального и наукоемкого оборудования, рекомендуемый для работы в трехсменном режиме работы приводится в табл.78
Таблица 78
|
Тип металлорежущего оборудования |
Примечание |
|
1. Гибкие производственные модули и гибкие производственные системы |
при 3-х сменной работе частично в безлюдном режиме |
|
2. Станки с ЧПУ и обрабатывающие центры |
|
|
3. Робототехнические комплексы |
|
|
4. Автоматические линии |
|
|
5. Тяжелые и уникальные станки (массой свыше 30 тонн) |
|
|
6. Прецизионные станки любого уровня автоматизации |
При наличии в каждой смене рабочих высокой квалификации для обслуживания этих станков |
Примечание: допускается работа указанного оборудования в 2-х сменном режиме при соответствующем обосновании.
12. УРОВЕНЬ АВТОМАТИЗАЦИИ ПРОИЗВОДСТВА
12.1.Уровень автоматизации производства
12.1.1.Уровень автоматизации производства согласно "Методических указаний по оценке степени и уровня автоматизации производства, предусматриваемый в проектах на строительство новых, реконструкцию и техническое перевооружение действующих предприятий, утвержденных ГКНТ от 7.08.1985 г. N 425 " определяется по формуле*
*Текст соответствует оригиналу. - Примечание "КОДЕКС".

где КА. - уровень автоматизации производства;
Z - звенность оборудования;
mz1 - количество используемых машин-орудий со звенностью от Z = 3,5 до Z = 5;
mz2 - количество используемых машин-орудий со звенностью от Z = 0 до Z = 5
Zmax = 5 - максимальная величина звенности оборудования;
mz1 , тz2 - определяются по формуле:
mz2 = М·КИ
где: М - количество машин-орудий принятых по расчету
Ки - коэффициент использования оборудования
Под количеством машин-орудий понимается число шпинделей (позиций) имеющихся в принятом оборудовании.
12.1.2. Виды автоматизации производства в зависимости от количества замещаемых и заменяемых функций имеют звенность:
2= 0 - ручные орудия труда
Z = 1 - машины ручного действия
Z = 2- механизированные ручные машины
Z = 3 - механизированные машины
Z = 3,5 - машины полуавтоматы
Z = 4 - машины автоматы
Z = 4,5 - машины гибких производственных модулей
Z = 4,75 - машины гибких автоматизированных участков,
Z = 5 - машины гибких автоматизированных участков, цехов и заводов
12.3. Данные по звенности металлорежущих станков и сборочного оборудования для расчета уровня автоматизации приводятся в табл.79, 80.
Таблица 79
|
Применение металлорежущего оборудования |
Уровень автоматизации |
Звенность |
Кол-во машин орудий |
|
1. Металлорежущие станки с ручным управлением |
РУ |
3 |
1 |
|
2. Металлорежущие станки с программным управлением |
ПУ |
3,25 |
Количество машин орудий соответствует количеству шпинделей |
|
3. Металлорежущие полуавтоматы |
ПА |
3,5 |
Тоже |
|
4. То же с ПУ |
ПУ |
3,75 |
“ |
|
5. Металлорежущие автоматы одношпиндельные |
А |
4,0 |
1 |
|
6. То же с ПУ |
ПУ |
4,25 |
1 |
|
7. Одношпиндельный автомат, гибкий производственный модуль |
ГПМ |
4,5 |
1 |
|
8. Металлорежущие многошпиндельные автоматы |
А |
4,0 |
Количество машин орудий соответствует количеству шпинделей |
|
9. То же с ПУ |
ПУ |
4,25 |
Количество машин орудий соответствует количеству шпинделей |
|
10. Многошпиндельный автомат, гибкий производственный модуль |
ГПМ |
4,5 |
“ |
|
11. Робототехнический комплекс |
РК |
4,5 |
Количество машин орудий соответствует количеству станков, обслуживаемых одним роботом |
|
12. Гибкая автоматизированная линия |
ГАЛ |
4,75 |
Количество машин орудий соответствует количеству станков, входящих в линию |
|
13. Гибкий, автоматизированный участок, цех, завод |
ГАУ ГАЦ ГАЗ |
5,0 |
Количество машин и орудий соответствует количеству станков (шпинделей), входящих в участок, цех, завод |
Таблица 80
|
Наименование оборудования |
Звенность, м |
|
I. Сборочное 1. Стенды контрольно-испытательные с автоматической регистрацией, с управлением от ЧПУ 2. Стенды обкатные, контрольно-испытательные (без ЧПУ) 3. Стенды оборонные, поворотные; установки для развальцовки, отрезки и гибки труб; прессы (настольные и гидравлические) |
3,75 3,5 3,0 |
|
II. Электромонтажное |
|
|
1. Автоматы и полуавтоматы для мерной резки проводов, клеймения и отрезки, снятия изоляции и скручивания жилы провода, обработки жгутов проводов с бандажировкой 2. Стенды для контроля жил кабеля, испытаний покупной электроаппаратуры 3. Пробойная установка 4. Стенды-кантователи, устройство универсальное для сборочных и электромонтажных работ, стойка поворотная для сборки и монтажа панелей 5. Стол электромонтажника, электротигель, бухторазматыватель |
3,5 3,5 3,5
3,0 2,0 |
При использовании на станках вспомогательных средств автоматизации и механизации, которые замещают или облегчают вспомогательные рабочие функции установки и закрепления заготовки, замены орудия труда (пристаночные подъемные устройства, станочные приспособления или механизмы зажима заготовки, механизмы замены инструмента, устройства активного контроля и др.) следует увеличить звенность станков на величину D Z = 0,25.
12.2. Удельный вес рабочих, занятых ручным трудом
Удельный вес рабочих, занятых ручным трудом, определяется по формуле:
![]()
где Ур - удельный вес рабочих, занятых ручным трудом в механических и сборочных цехах;
Р - общее количество рабочих в цехе;
Рр - количество рабочих, выполняющих работу вручную при машинах и механизмах, и вручную не при машинах и механизмах.
К рабочим, выполняющим работу вручную при машинах и механизмах, относятся рабочие, занятые постоянно при машинах и механизмах, но не по управлению и не по наблюдению за ними, а выполняющие только функции обслуживания по загрузке и выгрузке вручную (например: стропальщик и т.п.).
К рабочим, выполняющим работу вручную, относятся: слесари-сборщики без механизированного инструмента, уборщики производственных и бытовых помещений, выполняющие уборку вручную, кладовщики без средств механизации и т.п.
Рекомендуемые средние уровни автоматизации по цехам (участкам) приводятся в таблице 81, а рекомендуемый средний удельный вес рабочих, занятых ручным трудом в таблице 82.
Таблица 81
|
Наименование цехов (участков) |
Уровень автоматизации по типам производств |
|||
|
единичное и мелкосерийное |
среднесерийное |
крупносерийное |
массовое |
|
|
Механические цехи (участки) |
0,4-0,5 |
0,6-0,7 |
0,7-0,8 |
0,8-0,9 |
|
Сборочные цехи(участки) |
0,25-0,3 |
0,3-0,4 |
0,4-0,5 |
0,5-0,6 |
Таблица 82
|
Наименование цехов (участков) |
Удельный вес рабочих, занятых ручным трудом, по типам производств |
|||
|
единичное и мелкосерийное |
среднесерийное |
крупносерийное |
массовое |
|
|
Механические цехи (участки) |
0,2-0,3 |
0,15-0,2 |
0,1-0,15 |
0,05-0,1 |
|
Сборочные цехи (участки) |
0,35-0,5 |
0,25-0,35 |
0,15-0,25 |
0,1-0,15 |
Примечание. В условиях рыночных отношений допускаются отклонения от табличных значений при соответствующем обосновании.
13. ПОКАЗАТЕЛИ УДЕЛЬНЫХ ОБЩИХ ПЛОЩАДЕЙ НА ЕДИНИЦУ ОБОРУДОВАНИЯ
В таблицах 83-94 приведены показатели удельных общих площадей для укрупненных расчетов площади цеха.
Удельные показатели даны без учета площадей вспомогательных служб (общезаводских складов, ремонтных баз, мастерской энергетика, участка по ремонту оснастки, заточного участка) и площадей, занятых энергетическими и сантехническими устройствами.
Площади магистральных и других проездов и проходов, площади межоперационного складирования включены в удельную площадь оборудования.
Централизация вспомогательных служб по корпусу уточняется в каждом конкретном случае при проектировании в зависимости от принятой организации и объема производства на заводе (предприятии). Площади вспомогательных служб определяются по соответствующим нормам технологического проектирования.
13.1. Укрупненные показатели удельных площадей на единицу оборудования по механообрабатывающим цехам.
Укрупнение показателей удельных площадей на единицу оборудования по механообрабатывающим цехам •приводятся в табл. 83-85.
Таблица 83
|
Участки по обработке технологических групп деталей |
Характеристика обрабатываемых деталей |
Удельная общая площадь на единицу производствен- ного оборудования, м2 до |
|
|
масса, кг |
размер (длина х ширина), мм |
||
|
Базовые детали Базовые детали (станины) плиты, траверсы, поперечины и т.п. |
5000-20000 1000-5000 |
до 8000×1500-3000 до 4000 × до 2000 |
200 150 |
|
Корпусные детали (коробки скоростей, коробки подач, фартуки, редукторы и т.п.) |
100-1000 |
.до 3000 × до 1500 |
100 |
|
Корпусные детали (корпуса, кожухи, крышки, столы, плиты и т.л.) |
10-100 |
до 2000 × до 1000 |
70 |
|
Корпусные детали (корпуса, крышки и т.п.) |
до 10 |
до 1000 × до 500 |
40 |
|
Планки, крылья, рычаги, кронштейны, вилки и т.п. |
5 |
до 700 × до 500 |
30 |
|
Крупные тела вращения (планшайбы, зубчатые колеса, шкивы, шпиндели, колонны и т.п.) |
1000-5000 |
диаметр св.1000 длина св.3000 |
120 |
|
То же |
100-1000 |
диаметр 320-1000 |
80 |
|
|
|
длина 700-3000 |
|
|
Тела вращения (шестерни, валы, винты, скалки и т.п.) |
16-100 |
диаметр 200-320 длина до 700 |
45 |
|
Мелкие тела вращения (шестерни, валы, винты и т.п.) |
до 16 |
диаметр до 200 |
35 |
|
Токарно-револьверные детали (штифты, винты, гайки, крепежные, втулки, кольца, ролики, шайбы, уголки, штуцера, пружины) |
|
диаметр до 65 длина до 100 |
25 |
|
То же |
|
диаметр до 25 |
20 |
Примечания. 1. Для уникального оборудования, не включенного в таблицу, площадь на один станок определяется планировкой.
2. При применении в проекте ГПС площадь на единицу оборудования, включенного в ГПС, принимать с коэффициентом 2 при соответствующем обосновании.
Таблица 84
|
Наименование цехов |
Назначение обрабатываемых деталей |
Общая площадь на единицу оборудования, м2 |
|
Шасси |
Для легковых автомобилей |
23 |
|
Тоже |
Для грузовых автомобилей грузоподъемностью, т: |
|
|
|
до 5 |
30 |
|
|
св.5 |
34 |
|
Двигателей |
Для двигателей мощностью, л.с. |
|
|
|
до 70 |
27 |
|
|
75-120 |
30 |
|
|
120-200 |
32 |
|
|
св.200 |
32 |
|
Коробок перемены передач и агрегатов |
Для легковых автомобилей и грузовых автомобилей грузоподъемностью до 1,5 т |
19 |
|
Тоже |
Для грузовых автомобилей грузоподъемностью, т: |
|
|
|
до 5 |
21 |
|
|
св.5 |
23 |
|
Механические |
Для специализированных производств массовых деталей и изделий (шестерни, поршни, кузовная арматура, карбюраторы, электроприборы и др.) |
|
|
Тоже |
Для автомобильных прицепов |
28 |
|
Автоматные с преобладанием (70% и более) |
|
|
|
Многошпиндельных прутковых автоматов |
Детали со средней массой, кг до 0,04 |
23 |
|
|
св.0,04 |
35 |
|
Одно-шпиндельных прутковых автоматов |
до 0,04 св.0,04 |
20 25 |
Примечания.
1. Указанные в таблице показатели удельных площадей по цехам шасси соответствуют цехам с обработкой полного комплекта деталей, узлов и шасси.
2. В показателях удельной площади учтены склады готовых деталей.
Таблица 85
|
Условные наименования цехов |
Наименование и размеры обрабатываемых изделий, мм |
Характер производства |
Удельная общая площадь на единицу производственного оборудования, м2 |
|
Комплексные (токарные и шлифовальные отделения колец) |
Шариковые подшипники Æ50-150 |
Массовое (автоматические линии) |
30 |
|
|
Железнодорожные подшипники |
Массовое (автоматические линии) |
41 |
|
|
Карданные подшипники |
Тоже |
27 |
|
|
Мелкие серии подшипников нормальной точности и точных подшипников |
Серийное (поточные линии) |
30 |
|
Автоматно-токарные с преобладанием (70% и более) многошпиндельных автоматов по обработке |
|
|
|
|
колец из: |
|
|
|
|
прутков и труб |
Æ10 ¸ 60 |
Массовое производство |
38 |
|
Тоже |
Æ40 ¸ 125 |
Тоже |
50 |
|
Штучных заготовок |
Æ30 ¸ 200 |
“ |
35 |
|
прутков, труб |
Æ25 ¸ 160 |
“ |
35 |
|
штучных заготовок |
Æ40 ¸ 200 |
“ |
40 |
|
Шлифовальные |
Æ10 ¸ 200 |
Массовое(с автоматическими линиями) |
26 |
|
Тоже |
Æ10 ¸ 200 |
Крупносерийное (с поточными линиями) |
22 |
|
Массивных сепаратов |
до Æ300 |
Тоже |
20 |
|
Шариков |
до Æ50 |
Крупносерийное (с поточными линиями) |
27 |
|
Роликов |
Наибольшая масса 120 г |
Тоже |
24 |
Примечание. В показателях удельной площади учтены склады готовых деталей.
13.2. Расчет площадей сборочного цеха
Общую площадь сборочного цеха определяют по формуле:
|
Sобщ=Sпр+Sвсп+Sск |
(31) |
где:
Sобщ - общая площадь сборочного цеха, м2
Sпр - производственная площадь цеха, м2
Sвсп - вспомогательная площадь, м2
Sс - площадь цехового склада, м2
Производственные площади сборочного цеха определяются по формуле:
|
|
(32) |
|
|
|
- сумма площадей всех видов рабочих мест (определяется по ниже перечисленным таблицам с учетом количества рабочих мест) |
|
Расчет площадей рабочих мест
В табл.83-89 приведены значения удельных площадей сборочных рабочих мест (для укрупненных расчетов) для единичного, мелкосерийного и серийного производства. Указанные удельные площади даны с учетом кантовки узлов и деталей, хранения сборочных узлов, крупногабаритных деталей, устранения выявленных дефектов и других целей. Конкретные значения удельных площадей сборочных рабочих мест определяются планом расположения технологического оборудования.
13.2.1. Рабочие места шабрения
Таблица 86
|
Размеры в плане изделий, подлеющих шабрению, м (L ´ В) |
Расположение рабочей зоны |
Удельная площадь, М2 |
|
до 1,2´0,7 |
с одной стороны объекта шабрения |
10 ¸ 13 |
|
до 1,2´0,7 |
вокруг объекта шабрения |
13 ¸ 14 |
|
свыше 1,2´0,7 до 3´3 |
вокруг объекта шабрения |
(2,0 + L) ´ (4,25 + B) |
|
Свыше 3´3 |
вокруг объекта шабрения |
(2,0 + L) ´ (4,5 + B) |
Примечание: L - длина, м; В - ширина объекта, м
13.2.2. Рабочие места узловой сборки
Таблица 87
|
Размеры собираемых комплектов (узлов) в плане, м (L. ´ В) |
Расположение рабочей зоны |
Вид сборки |
Доставка детали к рабочему месту |
Удельная площадь, м2 |
|
До 1,2 ´ 0,7 |
С одной стороны объекта |
Стационарная |
Краном и тележкой |
7¸10 |
|
До 1,2 ´ 0,7 |
С одной стороны объекта |
;то же |
Подвесным транспортом |
15¸16 |
|
до 1,2 ´ 0,7 |
С одной стороны объекта |
Конвейерная |
Краном и тележкой |
11¸13 |
|
До 1,2 ´ 0,7 |
С одной стороны объекта |
|
Подвесным конвейером |
|
|
До 1,2 ´ 0,7 |
Вокруг объекта |
Стационарная |
Краном и тележкой |
13¸14 |
|
До 1,2 ´ 0,7 |
Вокруг объекта |
то же |
Подвесным транспортом |
20¸21 |
|
Свыше 1,2 ´ 0,7 |
Вокруг объекта |
|
Краном и тележкой |
S=(2,0+L)´(3,5+2B) |
|
Свыше 1,2 ´ ,7 |
Вокруг объекта |
Конвейерная |
Подвесным транспортом |
S=(2,0+L)´(3,75 + 2B) |
13.2.3. Рабочие места испытания, отладки, контроля и регулировки узлов
Таблица 88
|
Размеры испытываемых узлов в плане, м (L ´ В) |
Вид испытаний |
Удельная площадь, М2 |
|
До 1,2´0,7 |
На холостом ходу |
11 ¸ 13 |
|
До 1,2´0,7 |
Под нагрузкой |
15 ¸ 18 |
|
Свыше 1,2´0,7 |
Тоже |
S=(2,0+L)´(4,6 + 2В) |
13.2.4. Рабочие, места монтажа станков (машин)
Таблица 89
|
Размеры собираемого станка в плане, м (L´·В) |
Вид сборки |
Удельная площадь, М2 |
|
До 0,8 |
Стационарная |
16 ¸ 19 |
|
|
Конвейерная |
14 ¸ 16 |
|
Свыше 0,8 до 1,5 |
Стационарная |
S = (2,5 + L) ´ (5,75 + В) |
|
|
Конвейерная |
S = (2,5 + L) ´ (5,0 + B) |
|
Свыше 1,5 до 3,0 |
Стационарная |
S=(3,0 + L) ´ (5,5 + B + L) |
|
|
Конвейерная |
S = (3,0 + L) ´ (5,25 + 2B) |
|
Свыше 3,0 |
Стационарная |
S = (3,0 + L) ´ (5,75 + B + L) |
|
|
Конвейерная |
S = (3.0 + L) ´ (5,5 + 2B) |
13.2.5. Рабочие места испытания станков (машин)
Таблица 90
|
Размеры испытываемых станков, в плане, м (L´·В ) |
Удельная площадь, М2 |
|
До 0,8 |
14-16 |
|
Свыше 0,8 до 1,5 |
S = (2,5 + L) ´ (5,0 + B) |
|
Свыше 1,5 до 3,0 |
S=(3,0 + L) ´ (5,5 + B ) |
|
Свыше 3,0 |
S = (3,0 + L) ´ (5,75 + B ) |
Примечание. Общая сборка (монтаж) станков осуществляется на конвейере, испытание изделий производится на специализированном участке.
13.2.6. Площади рабочих мест вспомогательного оборудования для сборки
Таблица 91
|
Вид оборудования |
Размеры оборудования в плане, м |
Удельная площадь, М2 |
|
Пресс настольный и настольно-сверлильный станок |
до 0,8 |
6 |
|
Пресс вертикальный и вертикально-сверлильный станок |
0,8 ÷ 1,5 |
64-¸7 |
|
Радиально-сверлильный ст-к |
0,8 ¸ 1,5 |
64¸8 |
|
|
1,54 ¸ 3,0 |
84¸13 |
|
|
свыше 3,0 |
134¸25 |
|
Нагревательная установка |
до 0,8 |
6 |
|
|
0,84¸1,5 |
64¸10 |
|
|
1,5¸3,0 |
10 4¸22 |
|
|
3,0 ¸6,0 |
22 ¸60 |
|
Холодильная установка |
3,4 |
25 |
|
Моечная установка |
1,5¸3,0 |
16 ¸22 |
|
|
3,0 ¸12,0 |
22 ¸84 |
|
Для подготовки труб (отрезка, гибка, развальцовка) |
0,8¸1,5 |
25 ¸29 |
Примечание. Производственная площадь на оборудование для резки, гибки и развальцовки труб, установленное на участке подготовки труб, определяется по наибольшим размерам одного из трех видов оборудования.
Вспомогательные площади сборочного цеха определяются по формуле:
|
|
(33) |
где: К=К1 + К2=0.25
где: К1=0,15 - коэффициент увеличения площади на магистральные проезды
К2 =0,1 - коэффициент увеличения площади на площади хранения (межоперационных заделов);
Коэффициенты К1 и К2 уточняются при разработке компоновки цеха.
Sпр - производственная площадь цеха
Sк- площадь инструментально-раздаточной кладовой инструмента и приспособлений, кладовой вспомогательных материалов.
13.2.7. Ориентировочные показатели удельных площадей на одно рабочее место электромонтажного цеха (участка) приводятся в табл.92.
Таблица 92
|
Наименование рабочих мест |
Перечень основных операций, выполняемых на данном рабочем месте |
Удельная площадь рабочего места, м 2 |
||
|
1. Обработка проводов, металлорукавов и изготовление маркировочных бирок |
Отрезка в размер заготовок провода, зачистка проводов от изоляции; отрезка в размер металлорукавов, трубок; разметка и отрезка перфорированных коробов. |
25 ¸ 36 |
||
|
2. Сборка жгутов проводов |
Клеймение и отрезка маркировочных бирок; укладка проводов в жгут и бандажирование; раскладка проводов на шаблоне; обработка проводов, маркировка и оконцевание наконечниками; пайка штепсельных разъемов; прокладка жгутов в трубах и металлорукавах; контрольные операции попроверке готовых комплектов. |
10 |
||
|
3. Гравировка знаков на клеммных зажимах и аппаратах |
Разработка и сборка клеммных зажимов; гравировка знаков и обозначений; заливка знаков красителем; комплектация электроаппаратов. |
10 |
||
|
4. Сборка блоков реле |
Слесарная сборка корпусов блока; установка и закрепление электроаппаратов; подключение к пайке электроэлементов; штепсельных разъемов; проверка всех цепей монтажных схем |
6 ¸ 7 |
||
|
5. Сборка панелей управления |
Установка и закрепление электроаппаратов; укладка перемычек проводов между аппаратами; подключение и пайка проводов к клеммам; установка и закрепление маркировочных табличек; проверка всех цепей монтажных схем. |
10 |
||
|
6. Слесарная сборка панелей и злектрошкафов |
разметка отверстий; сверление отверстий, нарезание резьб; слесарная сборка электрошкафа; слесарная сборка разводных коробок; кронштейнов. установка и закрепление в шкафу панелей, аппаратов, коробок; укладка в электрошкафу жгутов и подключение к электроаппаратам. |
17 ¸ 18 |
||
|
7. Испытание узлов электрооборудования на пробой изоляции (помещение выгораживается стеклоблоками или сетчатой перегородкой высотой Н=2000 ÷2500 мм) |
Технологические переключения электрической схемы по программе испытаний; проверка сопротивления изоляции; испытания изоляции на пробой высоким напряжением; другие проверочные испытания обнаруженных дефектов. |
16¸18 |
||
|
8. Общий электромонтаж станков (машин) автоматически) линий (осуществляется в сборочном цехе) |
Установка и закрепление электрошкафа; установка пульта управления; установка разводных коробок; прокладка жгутов проводов по станку (машине) подключение проводов на клеммниках, двигателях, в электрошкафу |
7 |
||
|
9.Отладка и испытание узлов электрооборудования станков (машин) |
Проверка напряжений, силы тока, мощности в отдельных электрических цепях; правильность функционирования отдельных элементов блоков управления при подаче управляющего воздействия; правильность функционирования отдельных элементов, узлов, блоков и всей системы имитации эксплуатационных нагрузок; правильность отработки временных программ; стабильность и устойчивость работы системы в течение заранее заданного времени при комплексном испытании |
10¸11 |
||
|
10. Испытание электрооборудования станков (машин) на пробой изоляции (место испытания выгораживается раздвижной ширмой) |
технические переключения электрической схемы по программе испытаний; проверка сопротивления изоляции; испытания изоляции на пробой высоким напряжением; другие проверочные испытания и устранение обнаруженных дефектов
|
S = (L + 2)×(B + 5) где: L - длина станка, м В - ширина станка, м
|
||
|
11. Отладка и испытание электрооборудования станков (машин) |
визуальная проверка электромонтажа, разводки по станку и подключение проводов в соответствии со схемой; подключение станка к электросети; наладка и испытание электрооборудования станка согласно технологическим условиям; устранение обнаруженных неисправностей сдаче станка ОТК* |
8 + 9 |
||
* Текст соответствует оригиналу.
Показатели удельных общих площадей на одно рабочее место сборочного цеха (участка) крупносерийного и массового производства приводятся в табл.93
Таблица 93
|
Наименование цеха (участка) |
Наименование изделий |
Общая удельная площадь на одно рабочее место, м2 |
|
Сборки и испытания узлов: |
Для узлов автомобилей грузоподъемностью: |
|
|
сцеплений дифференциалов, рулевых механизмов, гидроусилителей руля, узлов тормозной системы |
от 1 т 7 т и более |
10 15 |
|
приборов систем питания и электрооборудования |
То же, до 1 т |
10 |
|
|
7 т и более |
15 |
|
коробок перемены подач, раздаточных и отбора мощности, редукторов ведущих мостов |
“ |
|
|
|
от 1 т |
15 |
|
|
7 т и более |
|
|
ведущих мостов, осей гидроподъемников, опрокидывающих механизмов, карданных валов, амортизаторов |
“ до 1т |
30 |
|
Колес в сборе с шинами |
7 т и более Для сборки колес легковых автомобилей на автоматизированной линии |
45 600 |
|
|
Для сборки колес грузовых автомобилей на автоматизированной линии |
800 |
|
Внутренней отделки кузовов, кабин: |
|
|
|
кузовов легковых автомобилей |
Для микролитражных автомобилей |
80 |
|
|
Для автомобилей среднего литража |
120 |
|
кузовов автобусов |
Для автобусов с числом мест: |
|
|
|
до 12 |
100 |
|
|
100 и более |
400 |
|
Кабин грузовых автомобилей |
Для автомобилей грузоподъемностью: |
|
|
|
до 1т |
50 |
|
|
7 т и более |
80 |
|
Сборки платформ грузовых автомобилей, прицепов и полуприцепов |
Для автомобилей, прицепов и полуприцепов грузоподъемностью: |
|
|
|
до 4 т |
90 |
|
|
7 т и более |
120 |
|
Сборки, испытания, исправления дефектов, укомплектования и сдачи двигателей: |
|
|
|
общей сборки двигателей |
Для двигателей мощностью: |
|
|
|
до 75 л.с. |
20 |
|
|
150 л.с. и более |
40 |
|
испытания двигателей |
То же |
|
|
|
до 75 л.с. |
30 |
|
|
150 л. с. и более |
70 |
|
исправления дефектов |
“ |
|
|
|
до 75 л.с. |
20 |
|
|
150 л.с. и более |
30 |
|
укомплектования и сдачи |
“ |
|
|
|
до 75 л.с. |
15 |
|
|
150 л.с. и более |
30 |
|
Сборки, испытания, исправления дефектов укомплектования и сдачи автомобилей, прицепов полуприцепов, мотоциклов, велосипедов |
|
|
|
Главные сборочные конвейеры: |
|
|
|
легковых автомобилей |
Для микролитражных автомобилей |
80 |
|
|
Для автомобилей среднего литража |
120 |
|
грозовых автомобилей |
Для автомобилей грузоподъемностью: |
|
|
|
до 1т |
120 |
|
|
7 т и более |
200 |
|
автобусов |
Для автобусов с числом мест |
|
|
|
до 12 |
100 |
|
|
100 и более |
400 |
|
Прицепов и полуприцепов |
Для прицепов и полуприцепов грузоподъемностью: |
|
|
|
2-2,5 т |
100 |
|
|
25 т и более |
400 |
|
мотоциклов(с участками испытания, исправление дефектов и сдачи) |
Для мотоциклов мощностью: |
|
|
|
до 13 л.с. |
20 |
|
|
22 л.с. и более |
30 |
|
велосипедов (с участками исправления дефектов и сдачи) |
Все типоразмеры |
20 |
|
Испытания и исправления дефектов: |
|
|
|
легковых автомобилей |
Для микролитражных автомобилей |
80 |
|
|
Для автомобилей |
120 |
|
|
среднего литража |
|
|
грузовых автомобилей |
Для автомобилей грузоподъемностью: |
|
|
|
до 1т |
120 |
|
|
7 т и более |
200 |
|
автобусов |
Для автобусов с числом мест: |
|
|
|
до 12 |
100 |
|
|
100 и более |
260 |
|
прицепов и полуприцепов |
Для прицепов и полуприцепов грузоподъемностью: |
|
|
|
2-2,5 т |
120 |
|
|
25 т и более |
260 |
|
Укомплектования, отделки и сдачи: |
Для микролитражных автомобилей |
75 |
|
легковых автомобилей |
Для автомобилей среднего литража |
100 |
|
грозовых автомобилей |
Для автомобилей грузоподъемностью: |
|
|
|
До 1 т |
100 |
|
|
7 т и более |
200 |
|
автобусов |
Для автобусов с числом мест |
|
|
|
до 12 |
100 |
|
|
100 и более |
260 |
|
Прицепов и полуприцепов |
Для прицепов и полуприцепов грузоподъемностью |
|
|
|
2-2,5 т |
150 |
|
|
25 т и более |
300 |
Примечания.
1. Показатели таблицы даны для организации сборочных и отделочных работ на поточных линиях (конвейерах) и стендах. При производстве перечисленных работ на автоматических, автоматизированных линиях, автоматах и полуавтоматах принимается поправочный коэффициент на площади, равный 1,2-1,5, который учитывает сложность конструкции оборудования и насыщенность его вспомогательными механизмами и определяется планировкой.2. Удельные площади на сборку, испытание, комплектацию и сдачу автомобилей грузоподъемностью 75 т и более, а также агрегатов и узлов к ним, в таблице не учтены. Они принимаются соразмерно по габаритам автомобилей и комплектующих узлов по планировкам.
Показатели удельных общих площадей на одно рабочее место отделения сборки в цехах подшипниковых заводов приводятся в табл.94.
Таблица 94
|
Наименование участка |
Наружный диаметр подшипников, мм |
Удельная общая площадь, м2 |
|
|
на единицу оборудования |
на одного производственного рабочего в наибольшую смену |
||
|
Сборка подшипников нормальной точности (массовое производство) |
10-50 50-150 |
15-20 20-25 |
- - |
|
Сборка подшипников крупных серий |
30-250 |
25-30 |
- |
|
Сборка подшипников мелких серий |
50-400 |
- |
30-40 |
|
Сборка крупногабаритных подшипников |
400-1000 |
- |
60-90 |
|
|
1000-2000 |
- |
90-120 |
|
Сборка точных подшипников |
15-100 |
- |
30-35 |
|
|
100-300 |
- |
35-50 |
Примечание. Указанные в таблице меньшие значения площади соответствуют меньшим размерам, а большие - большим размерам подшипников.
14. КОЭФФИЦИЕНТ ИСПОЛЬЗОВАНИЯ МЕТАЛЛА
Рекомендуемые коэффициенты использования металлов приводятся в табл.95.
Таблица 95
|
Область применения |
Коэффициент использования металла |
|
Энергетическое машиностроение |
0,8 |
|
Тяжелое и транспортное машиностроение |
0,81 |
|
Химическое и нефтяное машиностроение |
0,8 |
|
Станкостроительная и инструментальная промышленность |
0,73 |
|
Электротехническая промышленность |
0,73 |
|
Автомобильная промышленность |
0,8 |
|
Тракторное и сельскохозяйственное машиностроение |
0,8 |
|
Машиностроение для животноводства и кормопроизводства |
0,81 |
|
Строительное, дорожное и коммунальное машиностроение |
0,81 |
|
Машиностроение для легкой и пищевой промышленности и бытовых приборов |
0,81 |
|
Приборостроение, средства автоматизации и системы управления |
0,81 |
Примечание. Усредненные коэффициенты использования металла могут быть изменены с учетом специфики отдельных производств по отраслям и кооперированных поставок в условиях рыночных отношений при соответствующем обосновании.
15. ПРИМЕНЕНИЕ ВЫЧИСЛИТЕЛЬНОЙ ТЕХНИКИ ПРИ ПРОЕКТИРОВАНИИ
Проектирование, как область человеческой деятельности, представляет собой процесс обработки информации и, как всякий такой процесс, может быть реализовано на основе широкого использования средств вычислительной техники. Использование вычислительной техники тем более оправдано, что
результат проектирования плохо поддается однозначной оценке из-за множества неформализуемых или трудноформализуемых критериев и факторов, что практически исключает возможность алгоритмической оптимизации; поэтому повышение качества проектирования связано с проработкой вариантов проектных решений;
процесс проектирования связан с обработкой больших объемов информации, как условно-постоянной (данные об оборудовании, нормы технологического проектирования, типовые технологические процессы), так и переменной (данные об изделиях, о состоянии существующего производства при реконструкции или техническом перевооружении и т.д.)
состав, объем и форма выходной документации регламентированы определенными руководящими материалами и требованиями СНиП.
Современное состояние средств вычислительной техники позволяет представить комплекс средств автоматизации, необходимый технологу-проектировщику при проектировании технологической части механосборочных цехов, в виде автоматизированного рабочего места технолога-проектировщика (АРМ-ТП). АРМ-ТП представляет собой совокупность технического, программного и информационного обеспечения.
Техническое обеспечение представляет собой персональную ЭВМ, совместимую с IBM PC AT. Ее примерные параметры и комплектация:
- процессор 80286;
- сопроцессор 80287;
- жесткий диск (Винчестер) емкостью не менее 40 Мб;
монитор EGA или VGA;
- устройство типа "мышь".
Совокупность подобных АРМ (возможно, для технологов различных специальностей) должна иметь общие устройства вывода - высокопроизводительный принтер и графопостроитель формата АФ.
Программное обеспечение АРМ-ТП должно включать базовые программные средства в следующем составе:
- системы управления базами данных - для обслуживания и использования информационного обеспечения, наиболее распространенные среди них - DBASE 3+, FOXBASE, КАРАТ;
- системы электронных таблиц - для выполнения большого количества табличных расчетов, среди них -Суперкалк, LOTUS 1-2-3, Варитаб;
- редакторы текстов - для обработки пояснительных записок: например, Лексикон, MultiEdit;
- средства машинной графики, наиболее распространенное среди них - Auto Cad*.
На основе перечисленных выше базовых средств разрабатываются прикладные программы, обеспечивающие пользователю выполнение конкретных проектных функций без необходимости досконального знания базовых средств, разнообразие которых и не всегда достаточная приспособленность к работе с ними неподготовленного пользователя могут вызвать затруднения.
Основу информационного обеспечения АРМ-ТП составляют базы данных технологического оборудования - цифровая и графическая, а также база данных технологических процессов. В состав информационного обеспечения входят также более мелкие классификаторы, участвующие в решении отдельных задач. Сюда же относятся эталоны текстов пояснительных записок, шапки таблиц и др.
Общая примерная схема АРМ-ТП приведена на рис.1. Показаны также связи с основными источниками информации.
Разработка подобных АРМ-ТП является насущной задачей автоматизации проектных работ. Некоторые программы, выполняющие отдельные функции подобных АРМ, в том или ином виде уже разработаны и используются, часть из них требуют переработки для персональных ЭВМ.
Перечень программ, используемых при проектирование механических и сборочных цехов в институте "Гипростанок", приведены в приложении 10.

16. УСЛОВНЫЕ ГРАФИЧЕСКИЕ ОБОЗНАЧЕНИЯ, ПРИМЕНЯЕМЫЕ НА ПЛАНАХ РАСПОЛОЖЕНИЯ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
Условные графические обозначения наиболее часто применяемых сред согласно ГОСТ 2.428-84 приводятся в табл.96
Таблица 96
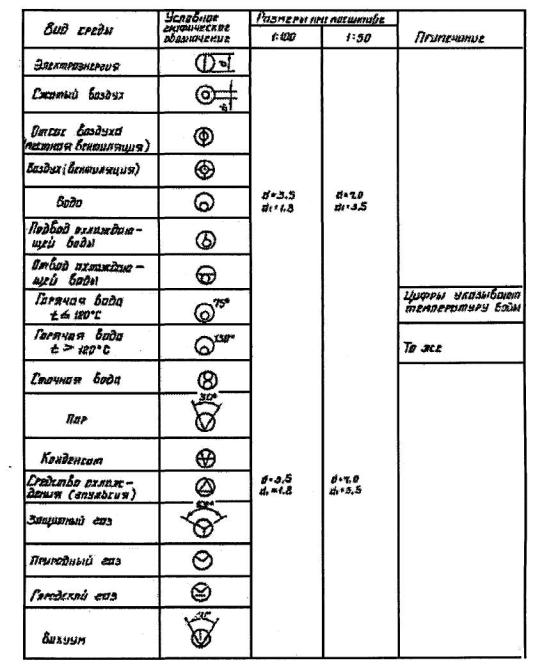
Рекомендуемые условные графические обозначения наиболее часто применяемых сред, не имеющих обозначений в ГОСТ 2.428-84 приводятся в табл.97
Таблица 97
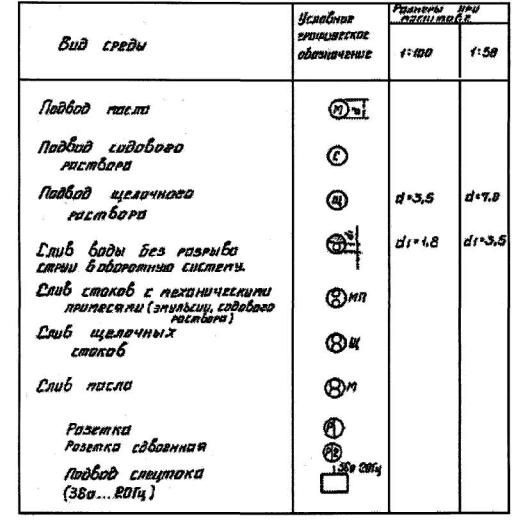
ПРИЛОЖЕНИЕ А
Термины основных понятий гибких производственных систем (ГПС) по ГОСТ 26228-90
ГПМ - гибкий производственный модуль
РТК - роботизированный технологический комплекс
ГАЛ - гибкая автоматизированная линия
Гибкая производственная система, в которой технологические оборудование расположено в принятой последовательности технологических операций
ГАУ - гибкий автоматизированный участок
Гибкая производственная система, функционирующая по технологическому маршруту, в котором предусмотрена возможность изменения последовательности использования технологического оборудования
ГАЦ - гибкий автоматизированный цех
Гибкая производственная система, представляющая собой в различных сочетаниях совокупность гибких автоматизированных линий, роботизированных технологических линий, гибких автоматизированных участков,
роботизированных технологических участков для изготовления изделий заданной номенклатуры
Состав ГПС
ГПС состоит из:
1) металлорежущего оборудования (ГПМ, РТК, металлорежущих станков с ПУ и др.);
2) оборудования для измерения, промывки, снятия заусенцев, термической обработки и др.;
3) автоматизированной транспортно-складской системы (АТСС) - система взаимосвязанных автоматизированных транспортных и складских устройств для укладки, хранения, временного накопления, разгрузки и поставки предметов труда, технологической оснастки;
4) автоматизированной системы инструментального обеспечения (АСИО) - система взаимосвязанных элементов, включающая участки подготовки инструмента, его транспортирования, накопления, устройства смены и контроля качества инструмента, обеспечивающие подготовку, хранение, автоматическую установку и замену инструмента;
5) системы обеспечения функционирования ГПС - совокупность взаимосвязанных автоматизированных систем, обеспечивающих проектирование изделий, технологическую подготовку их производства, управление гибкой производственной системой при помощи ЭВМ и автоматическое перемещение предметов производства и технологической оснастки.
Приложение Б
Фрагмент расположения оборудования на ОЗПС
(Одесский завод прецизионных станков)
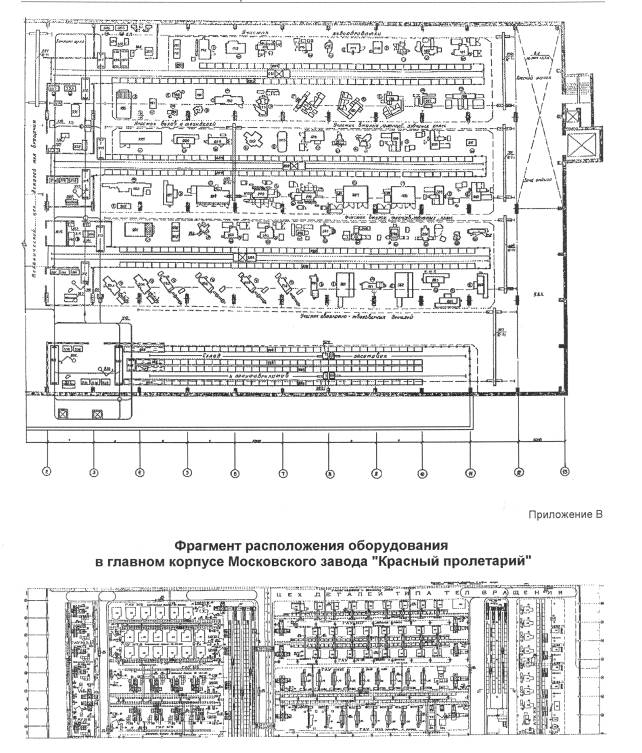 Приложение Г
Приложение Г

Приложение Ж

ПРИЛОЖЕНИЕ З
Состав водно-щелочных растворов и эмульсий (ГОСТ 9.014-78) для обезжиривания изделий в ваннах, с устройством для перемешивания растворов, и моечных машинах
Таблица 1
|
Характер загрязнения |
Металл изделия |
Обозначение варианта раствора |
Состав раствора |
Массовая концентрация компонентов, г/л |
Режим обработки |
|
|
температура, °С |
Продолжительность, мин |
|||||
|
Полировальные и шлифовальные пасты |
Металлы и сплавы, металлические покрытия |
а |
состав ТМС-31* |
60-80 (50-60 для алюминия, магния и их сплавов) |
60-80 |
3-10-машины 3-20-ванны |
|
Масла и смазкк (рабочие, консервационные), смазочно-охлаждающие жидкости (СОЖ)** |
Металлы и сплавы, металлические покрытия |
б |
Сода кальцинированная по ГОСТ 5100-85 |
1,5-2,5 |
60-80; 50-70 для алюминия |
0,5-3 |
|
|
|
|
Хромпик* калиевый или натриевый |
0,5-1,0 |
60-80; 50-70 для алюминия |
0,5-3 |
|
То же |
Тоже |
в |
Тринатрий фосфат по ГОСТ 201-76 |
3,0-5,0 |
60-80; 50-70 для алюминия |
0,5-3 |
|
|
|
|
Стекло натриевое жидкое по ГОСТ 13078-81
|
1,5-3,0
|
60-80; 50-70 для алюминия |
0,5-3
|
|
|
|
|
Вспомогательное вещество ОП-7 или ОП-10 по ГОСТ 8433-81 |
1,0-2,0
|
60-80; 50-70 для алюминия |
0,5-3
|
|
“ |
“ |
г |
Хромпик* калиевый или натриевый
|
0,3-0,5 |
60-65 |
3-5 |
|
|
|
|
Вспомогательное вещество ОП-7 или ОП-10 по ГОСТ 8433-81 |
10 |
60-65 |
3-5 |
|
“ |
Металлы и сплавы (кроме магния и его сплавов) |
д |
Тринатрийфосфат по ГОСТ 201-76 |
5-50 |
60-80 |
0,5-3,0 |
|
|
|
|
Синтанол* ДС-10 |
3-5 |
60-80 |
0,5-3,0 |
|
“ |
“ |
е |
Сода кальцинированная по ГОСТ 5100-85 |
10-15 |
60-80 |
0,5-3,0 |
|
|
|
|
Синтанол ДС-10 |
3-5 |
60-80 |
0,5-3,0 |
|
“ |
“ |
2е1) |
Препарат типа МЛ* |
3-15 |
60-80 |
0,5-3,0 |
|
“ |
Сталь, медь, никель и их сплавы. Никелевые и хромовые покрытия |
31) |
Натр едкий по ГОСТ 2263-79 |
8-12 |
50-60 |
0,5-3,0 |
|
1)Обозначение варианта раствора соответствует оригиналу.
|
|
|
|
|||
|
|
|
|
Тринатрий фосфат по ГОСТ 201-76 |
25-30 |
50-60 |
0,5-3,0 |
|
|
|
|
Сода кальцинированная по ГОСТ 5100-85 |
20-25 |
50-60 |
0,5-3,0 |
Примечания:
1. После обработки раствором "а" необходима промывка водой.
2. Для алюминия и его сплавов в раствор "б" добавляют жидкое стекло 1,5-3,0 г/л. Для повышения эффективности обезжиривания допускается добавлять в раствор "б" вспомогательное вещество ОП-7 или ОП-10-1,2-2,0 г/л.3. После промывки растворами "б, в" могут оставаться налеты солей (для точных деталей), которые удаляют салфетками (бязевыми, марлевыми и т.п.)
4. Раствор "г" применяют для оцинкованных, кадмированных, пассивированных и анодированных поверхностей с последующей промывкой и сушкой.
5. Массовую концентрацию тринатрийфосфата в растворе "д" выбирают в зависимости от загрязнения поверхности. Для меди, алюминия и их сплавов массовую концентрацию выше 15 г/л не применяют.
6. Обезжиривание препаратами типа МЛ применяют для изделий, загрязненных рабочими, консервационными и рабоче-консервационными маслами и смазками. При промывке изделий из меди и ее сплавов необходимо вводить бензотриазол с массовой концентрацией 100 мг/л раствора. После обработки углеродистой стали пассивация не проводится.
7. После обработки раствором "з" необходима промывка водой. Обработку изделий из меди и ее сплавов следует проводить при температуре не выше 50ºС.
1)В таблице 1 нет такого обозначения.
8.1. 1)Средства, отмеченные знаком "*", изготавливают по нормативно-технической документации.
1)Нумерация соответствует оригиналу.
8.2. При загрязнении поверхности только СОЖ (отмеченные знаком **) предпочтительно применять растворы по вариантам "ё, ж, з1)
1)В таблице 1 нет таких обозначений вариантов.
8.3. При наличии на изделии частично окрашенной поверхности (отмеченные знаком ***) состав раствора и технологию обезжиривания устанавливают в зависимости от вида лакокрасочного покрытия.
9. При обработке изделий в моечных машинах со струйной подачей раствора в моющий раствор добавляют пеногасители:
сиккатив 64Бх - 4,5 г/л;
эмульсию КЭ-10-12х - 0,1 ÷ 0,2 г/л.
10. Продолжительность обработки по табл.1 устанавливается в зависимости от характера и степени загрязненности поверхности. Допускается для изделий из углеродистых сталей совмещение операций обезжиривания и пассивации.
Состав противокоррозионных средств, рекомендуемых для межоперационной защиты после обезжиривания (ГОСТ 9.028-74 и рекомендации ЭНИМС)
Таблица 2
|
Состав водного раствора инги- битора и защитных эмульсий |
Количество вещества на 1 литр водного раствора, г |
Длительность защиты изделий, сутки |
Область применения |
Примечание |
|
|
стальных |
чугунных |
||||
|
1. Нитрит натрия по ГОСТ 19906-74 |
30-50 |
7 |
5 |
Защита изделий, не имеющих подвижных частей, металлических и неметаллических неорганических покрытий |
Раствор может использоваться в моечных машинах и струйных установках для слабозагрязненных изделий при температуре 60-80 "С |
|
|
|
|
|
||
|
Сода кальцинированная по ГОСТ 5100-85 |
3-5 |
|
|
|
|
|
2. Нитрит натрия по ГОСТ 19906-74 |
10-15 |
30 |
20 |
Защита изделий, не имеющих точно обработанных поверхностей |
Тоже |
|
Жидкое стекло по ГОСТ 13078-81 |
10-20 |
|
|
|
|
|
3. Нитрит натрия по ГОСТ 19906-74 |
30-50 |
60 |
30 |
Защита изделий, не имеющих подвижных частей |
Без подогрева |
|
Соль кальцинированная по ГОСТ 5100-85 |
3-5 |
|
|
|
|
|
Глицерин по ГОСТ 6824-76 |
20-30 |
|
|
|
|
|
4. Нитрит натрия по ГОСТ 19906-74 |
20-25 |
60 |
30 |
Защита изделий, не имеющих точно обработанных подвижных частей |
Раствор может использоваться при температуре 15-30 °С и с подогревом до температуры 60-80 °С |
|
Эмульсол Э-2 по ГОСТ 1975-75 |
40-50 |
|
|
|
|
|
Сода кальцинированная по ГОСТ 5100-85 |
2-3 |
|
|
|
|
|
5. Нитрит натрия по ГОСТ 19906-74 |
50-60 |
90 |
60 |
Защита изделий, не имеющих подвижных частей и окрашенных поверхностей |
Тоже |
|
Триэталонамин по ТУ 12-10-113-61 |
|
|
|
|
|
|
6. Антикоррозионное средство АНСК-50 по ТУ 38-10757-75 |
25%-ный водный раствор |
90 |
60 |
Защита изделий, имеющих подвижных частей, узких щелей, каналов, зазоров и т.п. |
Применяется без разбавления |
|
7. Антикоррозионное средство АНСК-50 по ТУ 38-10757-75 |
20-25 |
90 |
30 |
Тоже |
Раствор получают разбавлением АНСК-50 водой в соотношении 1:9 |
|
8. Ингибитор М-1 по ТУ 6-02-1132-78 |
30-35 |
90 |
60 |
Защита любых изделий из черных металлов |
Без подогрева |
|
9. Нитрит натрия по ГОСТ 19906-74 |
70-100 |
180 |
120 |
Тоже |
|
|
Сода кальцинированная по ГОСТ 5100-85 |
5-6 |
|
|
|
|
|
Глицерин по ГОСТ 6824-76 |
100-150 |
|
|
" |
|
|
10. Двухфазная эмульсия, состоящая из смеси растворов 2%-ного АКОР-1 по ГОСТ 15171-78 или другого маслорастворимого ингибитора в углеводородной фазе и 2%-ного СВ-133* в водной фазе |
|
180 |
120 |
" |
|
Примечание: 1. Детали обрабатывают окунанием или в моечных машинах.
2. Материалы, отмеченные знаком "*", изготавливают по технической документации, утвержденной в установленное порядке.
3. Промывка водными растворами ингибиторов в моечных машинах и струйных установках осуществляется в течение 3-6 минут, окунание в ванну с раствором - 3 ч-15 минут.
Моющие составы для одновременного обезжиривания и пассивации (Рекомендации ЭНИМС)
Таблица 3
|
Моющие составы (водные растворы) |
Концентрация веществ г/л |
Длительность защи- ты изделий, сутки |
Примечание |
||
|
стальных |
чугунных |
||||
|
1.Нитрит натрия по ГОСТ 19906-74 |
3-6 |
1 |
1 |
|
|
|
Сода кальцинированная по ГОСТ 5100-85 |
6-10 |
|
|
|
|
|
Нитрит натрия по ГОСТ 19906-74 Триэталонамин ТУ 12-10-113-61 |
3-6 |
3 |
1 |
Раствор не рекомендуется использовать для мойки изделий с окрашенными поверхностями |
|
|
3. Нитрит натрия по ГОСТ 19906-74 |
10-12 |
15 |
10 |
|
|
|
Сода кальцинированная по ГОСТ 5100-85 |
5-7 |
|
|
|
|
|
Эмульгатор ОП-7 или жидкое стекло по ГОСТ 13078-81, или средство "Прогресс" по СТУ 45-1875-64 |
2-4 |
|
|
|
|
|
4. Нитрит натрия по ГОСТ 19906-74 |
1 |
10 |
5 |
При ручном способе обработки раствор используется без подогрева (15-25 °С); |
|
|
|
|
|
|
не рекомендуется для мойки изделий с окрашенными поверхностями. В моечной установке состав подогревают до 60-80° |
|
|
Едкий натр по ГОСТ 2263-79 |
5 |
|
|
При ручном способе обработки раствор используется без подогрева (15-25 °С); |
|
|
|
|
|
|
не рекомендуется для мойки изделий с окрашенными поверхностями. В моечной установке состав подогревают до 60-80° |
|
|
Тринатрий фосфат по ГОСТ 201-76 |
3 |
|
|
|
|
|
Эмульгатор ОП-7 по ГОСТ 8433-81 |
0,5 |
|
|
|
|
|
5. Нитрит натрия по ГОСТ 19906-74 |
1 |
10 |
5 |
При ручном способе обработки раствор используется без подогрева (15-25 °С). В моечной установке подогревают до 60-80 "С |
|
|
Сода кальцинированная по ГОСТ 5100-85 |
15 |
|
|
|
|
|
Эмульгатор ОП-7 по ГОСТ 8433-81 |
0,75 |
|
|
|
|
|
6. Натриевое жидкое стекло по ГОСТ 13078-81 |
5-7 |
10 |
5 |
Раствор используется при температуре 75-80° |
|
|
Сульфонол НП-1 по ТУ 84-148-70 |
0,1-0,2 |
|
|
|
|
|
Тринатрий фосфат по ГОСТ 201-76 |
3-4 |
|
|
|
|
|
7. Натриевое жидкое стекло по ГОСТ 13078-81 |
5 |
10 |
5 |
То же |
|
|
Триполифосфат натрия |
6 |
|
|
|
|
|
Сульфонол НП-1 или НП-3 по ТУ 84-148-70 |
0,2 |
|
|
|
|
|
8. Синтанол ДС-10 по ТУ |
10-12 |
3 |
1 |
Раствор может использоваться для изделий с окрашенными поверхностями только при ручном способе обработки |
|
|
|
|
|
|
||
|
Триэтаноламин по ТУ 12-10-113-61 |
3-5 |
|
|
|
|
Примечания:
1. Область применения - обезжиривание и пассивирование изделий в моечных машинах, струйных установках, ваннах.
2. Поверхности изделий очищают от жировых загрязнений в моечных установках в течение 3-4 минут.
3. При ручном способе обработки моющие составы (п.п.4, 5) используют без подогрева, при обработке в моечных установках составы подогревают до температуры 60-80 °С.
ПРИЛОЖЕНИЕ И
ПЕРЕЧЕНЬ профессий рабочих и должностей служащих
Указанный перечень профессий согласно общесоюзному классификатору профессий рабочих, должностей служащих и тарифных разрядов (ОКПДТР), утвержденному Госстандартом СССР 27.08.86 и N 016, приводится ниже:
1. Рабочие
|
Наименование профессии рабочих |
|
Автоматчик Аппаратчик приготовления компаундов Водитель погрузчика Водитель транспортно-уборочной машины Водитель электро и автотележки Гравер Грузчик Доводчик-притирщик Долбежник Заточник Зуборезчик Зубошлифовщик Испытатель деталей и приборов Испытатель приборов Испытатель агрегатов, приборов и чувствительных элементов Кладовщик Клеевар Комплектовщик изделий и инструмента Контролер деталей и приборов Контролер измерительных приборов и специального инструмента Контролер материалов, металлов, полуфабрикатов и изделий Контролер станочных и слесарных работ Контролер электромонтажных работ Машинист-крановщик Мойщик-сушильщик металла Монтажник приборов Наладчик автоматических линий и агрегатных станков Наладчик автоматов и полуавтоматов Наладчик зубофрезерных автоматов и полуавтоматов Наладчик зуборезных и резьбофрезерных станков Наладчик контрольно-измерительных приборов и автоматики Наладчик-монтажник испытательного оборудования Наладчик сборочных автоматов, полуавтоматов и автоматических линий Наладчик станков и манипуляторов с ПУ Наладчик технологического оборудования Наладчик шлифовальных станков Насекальщик напильников, рашпилей и пил Оператор автоматических и полуавтоматических линий, станков и установок Оператор механизированных и автоматизированных складов Оператор моечной установки Оператор станков с программным управлением Паяльщик Подсобный рабочий Полировщик Правильщик вручную Правильщик на машинах Промывщик деталей и узлов Протяжник Разметчик Резчик на пилах, ножовках и станках Резьбонарезчик на специальных станках Резьбофрезеровщик Резьбошлифовщик Сборщик Сверловщик Слесарь механосборочных работ Слесарь по контрольно-измерительным приборам и автоматике Слесарь-сборщик приборов Слесарь-электромонтажник Станочник широкого профиля Строгальщик Стропальщик Токарь Токарь-затыловщик Токарь-карусельщик Токарь-расточник Токарь-револьверщик Точильщик Транспортировщик Уборщик производственных помещений Уборщик служебных помещений Фрезеровщик Чистильщик металла, отливок, изделий и деталей Шевинговальщик Шлифовщик Электрозаточник Электромонтажник-наладчик Юстировщик деталей и приборов |
2. Служащие
2.1. Руководители
|
Наименование должностей руководителей |
|
Мастер Мастер вспомогательного участка Мастер производственного участка Мастер смены Мастер цеха Начальник смены Начальник участка Начальник цеха
|
2.2 Специалисты
|
Наименование должностей специалистов |
|
Диспетчер Инженер Инженер по механизации и автоматизации производственных процессов Инженер по механизации трудоемких процессов Инженер по комплектованию оборудования и материалов Инженер по метрологии Инженер-конструктор Инженер-контролер Инженер по инструменту Инженер по наладке и испытаниям Инженер по нормированию труда Инженер по организации труда Инженер-технолог Инженер-электроник Инженер по качеству Конструктор Механик Механик цеха (участка) Техник Техник-конструктор Техник по механизации трудоемких процессов Техник по нормированию труда Техник-технолог Технолог Экономист
|
2.3. Другие служащие
|
Наименование должностей других служащих |
|
Архивариус Кассир Копировщик технической документации Оператор диспетчерской службы Секретарь Табельщик Учетчик Чертежник
|
ПРИЛОЖЕНИЕ К
РЕКОМЕНДАЦИИ для определения численности при применении ГПС
(нормативы НИИтруда)
(BX.N 4-1920 от 27.03.87)
Расчет численности работающих
|
Наименование |
Данные для расчета |
|
Начальник УВК ГПС |
1 - При наличии не менее 4-х ЭВМ |
|
Инженер электроник |
1 - на 8…9 ГПМ |
|
Инженер программист |
1 - на14...15 ГПМ |
|
Техник |
2 - на машину типа СМ-1420 |
|
Оператор |
4 - 8 - человек на одну машину СМ-1420 |
Численность работающих в наибольшую смену при 3-х сменном режиме
|
Группа работающих |
Количество работающих в наибольшую смену. % от общего количества работающих |
|
Основные |
40 |
|
Вспомогательные |
50 |
|
Служащие |
65 |
Расчет площадей для ГПС
Sм=Sоб·К
где Sм - площадь под ГПС м
Sоб - площадь оборудования
К = 2 ... 2,5 для обслуживания технологического модуля
К = 3 ... 3,5 для обслуживания технологической линии
|
Наименование площадей |
Нормы площадей, м2 |
|
1.Помещение для группы эксплуатации управляющего вычислительного комплекса (УВК) |
30 |
|
2.Помещение для хранения архива машиноносителей |
³10 |
|
3.Помещение для ремонта оборудования, хранения запасных частей, инструментов и приборов |
18 |
|
4.Машинный зал |
|
|
мини ЭВМ типа СМ1420 |
15-30 |
|
микро ЭВМ типа Электр 60 |
6-8 |
|
15ВМ-16-013 |
6-8 |
|
15ВУМС-28-025 |
15-20 |
ПРИЛОЖЕНИЕ Л
Данные о наличии разработок в институте "Гипростанок"
|
Назначение программного средства |
Краткое наименование |
Тип ЭВМ, среда |
Разработчик |
Примечание |
Краткая аннотация |
|
1. Расчет уровня механизации и автоматизации производства |
RASUR |
СМ ЭВМ |
Гипросантехпром Ленинград |
Внедрено в Гипростанке |
|
|
2. Расчет приведенной программы |
BANCH |
“ |
Гипростанок Москва |
“ |
Реализована методика расчета приведенных программ станкостроительных заводов НИИ Маш, 1977 г. |
|
3. Расчет показателей механического цеха |
СМО |
“ |
“ |
“ |
Выпуск маршрутно-технологических ведомостей и расчетной ведомости трудоемкости и оборудования |
|
4. Расчет показателей механосборочного цеха |
MSC |
“ |
“ |
“ |
Выпуск ведомости трудоемкости сборочных работ |
|
5. Выпуск спецификаций оборудования |
FORD |
“ |
Гипросантехпром Ленинград |
|
Предусмотрено расширение системы для выпуска заданий на смежные части проекта |
|
6. Расчет категорий взрывопожаро-опасности помещений |
ARKA |
Персональные ЭВМ |
Уралгипромаш Челябинск |
Внедрено в Уралгипромаше |
Выполняется расчет давления взрыва по двум методикам |
|
7. Акустический расчет промышленных предприятий |
Промакустика Версия 2 |
ЕС ЭВМ |
ЛГПИ |
Внедрено в Гипростанке |
Выполняются разнообразные акустические расчеты с выбором противошумных мероприятий. |
ПРИЛОЖЕНИЕ М
Список литературы, используемой при разработке норм
1.СНиПы
1.1. Инструкция о составе, порядке разработки, согласования и утверждения проектно-сметной документации на строительство предприятий, зданий и сооружений |
СНиП 1.02.01-85 |
|
1.2. Противопожарные нормы |
СНиП 2.01.02-85* |
|
1.3. Нагрузки и воздействия |
СНиП 2.01.07-85 |
|
1.4. Фундаменты машин с динамическими нагрузками |
СНиП 2.02.05-87 |
|
1.5. Отопление, вентиляция и кондиционирование |
СНиП 2.04.05-91 |
|
1.6. Внутренний водопровод и канализация зданий |
СНиП 2.04.01-85* |
|
1.7. Водоснабжение. Наружные сети и сооружения |
СНиП 2.04.02-84 |
|
1.8. Пожарная автоматика зданий и сооружений |
СНиП 2.04.09-84 |
|
1.9. Производственные здания |
СНиП 2.09.02-85* |
|
1.10. Административные и бытовые здания |
СНиП 2.09.04-87* |
|
1.11. Складские здания |
СНиП 2.11.01-85* |
|
1.12. Естественное и искусственное освещение. Нормы проектирования |
СНиП II-4-79 |
|
1.13. Защита от шума |
СНиП II-12-77 |
|
2.Нормы |
||
2.1.Общесоюзные нормы технологического проектирования предприятий машиностроения, приборостроения и металлообработки. Фонды времени работы оборудования и рабочих |
ОНТП 15-86 |
|
2.2. Общесоюзные нормы технологического проектирования общезаводских складов предприятий машиностроения, приборостроения и металлообработки |
ОНТП 01-86 |
|
2.3. Заводы и цехи прецизионного станкостроения (основные направления и рекомендации по проектированию и строительству) Тема 79М/4-25 "Гипростанок" Москва |
|
|
2.4. Отраслевые нормы искусственного освещения основных цехов предприятий станкостроительной и инструментальной промышленности. Нормы проектирования |
ВНИСИ, Москва, 1985 г. |
|
2.5. Определение категорий помещений зданий по пожаро и взрывоопасности |
ОНТП 24-86 |
|
3. ГОСТы |
||
ГОСТ 2.428-84 |
ЕСКД. Правила выполнения темплетов |
|
ГОСТ 8.050-73 |
Нормальные условия выполнения линейных и угловых измерений |
|
ГОСТ 9.014-78 |
Временная противокоррозионная защита изделий. Общие требования |
|
ГОСТ 9.028-74 |
Межоперационная противокоррозионная защита заготовок и деталей и сборочных единиц металлических изделий. Общие требования |
|
ГОСТ 9.305-84 |
Покрытия металлические и неметаллические неорганические Операции технологических процессов получения покрытий |
|
ГОСТ 12.0.003-74 |
ССБТ. Опасные и вредные производственные факторы. Классификация |
|
ГОСТ 12.1.003-83 |
ССБТ. Шум. Общие требования безопасности |
|
ГОСТ 12.1.004-91 |
ССБТ. Пожарная безопасность. Общие требования |
|
ГОСТ 12.1.005-88 |
ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны |
|
ГОСТ 12.1.007-76 |
ССБТ. Вредные вещества. Классификация и общие требования безопасности |
|
|
ССБТ. Станки металлорежущие. Общие требования безопасности |
||
ГОСТ 12.1.010-76 |
ССБТ. Взрывобезопасность. Общие требования |
|
ГОСТ 12.1.012-90 |
ССБТ. Вибрационная безопасность. Общие требования |
|
ГОСТ 12.1.019-79 |
ССБТ. Электробезопасность. Общие требования и номенклатура видов защиты |
|
ГОСТ 12.1.024-81 |
ССБТ. Шум. Определение шумовых характеристик источников шума в заглушённой камере. Точный метод |
|
ГОСТ 12.1.025-81 |
ССБТ. Шум. Определение шумовых характеристик источников шума в реверберационной камере. Точный метод |
|
ГОСТ 12.2.003-91 |
ССБТ. Оборудование производственное. Общие требования безопасности |
|
ГОСТ 12.2.007.0-75 |
ССБТ. Изделия электротехнические. Общие требования безопасности |
|
ГОСТ 12.2.032-78 |
ССБТ. Рабочее место при выполнении работ сидя. Общие эргономические требования |
|
ГОСТ 12.2.072-82 |
ССБТ. Роботы промышленные, роботизированные технологические комплексы и участки |
|
ГОСТ 12.3.003-86 |
ССБТ. Работы электросварочные. Требования безопасности |
|
ГОСТ 12.2.107-88* |
ССБТ. Шум. Станки металлорежущие. Допустимые шумовые характеристики |
|
ГОСТ 12.2.119-88* |
ССБТ. Линии автоматические роторные и роторно-конвейерные. Общие требования безопасности |
|
ГОСТ 12.3.002-75 |
ССБТ. Процессы производственные. Общие требования безопасности |
|
ГОСТ 12.3.009-76 |
ССБТ. Работы погрузочно-разгрузочные. Общие требования безопасности |
|
ГОСТ 12.3.020-80 |
ССБТ. Процессы перемещения грузов на предприятиях. Общие требования безопасности |
|
ГОСТ 12.3.025-80 |
ССБТ. Обработка металла резанием. Требования безопасности |
|
ГОСТ 12.3.028-82 |
ССБТ. Процессы обработки абразивным и эльборовым инструментом. Требования безопасности |
|
ГОСТ 17.2.1.01-76 |
Охрана природы. Атмосферы. Классификация выбросов по составу |
|
ГОСТ 21.101-79 |
Основные требования к рабочим чертежам |
|
ГОСТ 21.105-79 |
Нанесение на чертежах размеров, надписей, технических требований и таблиц |
|
ГОСТ 21.107-78 |
Условные изображения элементов зданий, сооружений и конструкций |
|
ГОСТ 21.110-82 |
Спецификация оборудования |
|
ГОСТ 21.112-87 |
Подъемно-транспортное оборудование. Условные изображения |
|
ГОСТ 17433-80 |
Промышленная чистота. Сжатый воздух. Классы загрязненности |
|
ГОСТ 25686-85 |
Манипуляторы, автооператоры и промышленные роботы. Термины и определения |
|
ГОСТ 26191-84 |
Масла, смазка и специальные жидкости. Ограничительный перечень и порядок назначения |
|
ГОСТ 26228-90 |
Системы производственные гибкие. Термины и определения, номенклатура показателей |
|
4. Временный классификатор токсичных промышленных отходов и методические рекомендации по определению класса токсичности промышленных отходов. Министерство здравоохранения СССР, Москва, 1987 г.
5. Предельно допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны. Министерство здравоохранения СССР, Москва, 1988 г.
6. Сборник методик по расчету выбросов в атмосферу загрязняющих веществ различными производствами. Ленинград, Гидрометеоиздат, 1986 г.
7. Нормативные показатели удельных выбросов вредных веществ в атмосферу от основных видов технологического оборудования предприятий отрасли. Государственный Союзный проектный институт N 10 г. Харьков, 1987 г
8. Методика определения валовых выбросов вредных веществ в атмосферу основным технологическим оборудованием предприятий автомобильной промышленности. НИИОГАЗ, 1986 г.
9. Характеристика и способы обезжиривания выбросов участков механической обработки материалов на машиностроительных заводах. ЦИНТИХИМНЕФТЕМАШ, Москва, 1983 г.
10. Удельные показатели характеристик загрязнений, выделяемых в атмосферу предприятиями Госкомсельхозтехники СССР. ГОСНИТИ, Москва, 1985 г.
11. Межотраслевые методические рекомендации по размещению оборудования в производственных помещениях. Всесоюзный научно-исследовательский институт охраны труда. (ВНИИОТ), Иваново, 1990 г.
12. Ориентировочные безопасные уровни воздействия (ОБУВ) загрязняющих веществ в атмосферном воздухе населенных мест. Минздрав СССР, Москва, 1987 г.
13. Инструкция по проведению инвентаризации источников выбросов вредных веществ в атмосферу. ЦСУ СССР и Госснаб, 1979 г.
14. Характеристика и способы обезвреживания выбросов участков механической обработки материалов на машиностроительных заводах. ЦИНТИХИМНЕФТЕМАШ, Москва, 1983 г.
15. Методические рекомендации
15.1. Гигиена труда и медицинское обслуживание станочников современных механических цехов. Министерство здравоохранения УССР, Харьков, 1988 г.
15.2. Межоперационная защита заготовок, деталей, сборочных единиц металлических изделий от коррозии (рекомендации). ЭНИМС, Москва, 1981 г.
15.3. Смазочно-охлаждающие жидкости и их применение при производстве режущего инструмента ВНИИ-инструмент, Москва, 1986 г.
16. Санитарные нормы и правила
16.1. Санитарные правила для механических цехов. Министерство здравоохранения СССР, Москва, 1989 г.
16.2. Санитарные нормы допустимых уровней шума на рабочих местах. Министерство здравоохранения СССР, Москва, 1985 г.
16.3. Санитарные нормы вибрации рабочих мест .Министерство здравоохранения СССР, Москва, 1984 г.
16.4. Санитарные нормы и правила при работе с машинами и оборудованием, создающими локальную вибрацию, передающуюся на руки работающих. Министерство здравоохранения СССР, Москва, 1984 г.
16.5. Санитарные правила при работе со смазочно-охлаждающими жидкостями и технологическими смазками. Министерство здравоохранения СССР, Москва, (приложение к ИС N 53 от 04.09.86)
17. Смазочно-охлаждающие технологические средства для обработки металлов резанием. Справочник. Москва, "Машиностроение", 1986 г.
18. Правила устройства и безопасной эксплуатации грузоподъемных кранов, утвержденные Гостехнадзором СССР.
19. Краны и лифты промышленных предприятий. Справочник М., 1974 г.
|
|